

Mild steel TIG welding settings are essential for achieving clean, strong welds on mild steel. This guide covers the key parameters, tips, and best practices to help both beginners and experienced welders get the perfect weld every time.
Key Takeaways
- Proper amperage: Setting the correct current ensures good penetration without burn-through.
- Shielding gas: Use pure argon or a mix to protect the weld and improve quality.
- Electrode selection: Thoriated or ceriated tungsten electrodes are ideal for mild steel TIG welding.
- Balance control: Adjust the balance to optimize cleaning and penetration based on the weld requirements.
- Travel speed: Consistent speed helps achieve even weld beads and prevents defects.
- Practice and adjustments: Fine-tuning settings based on material thickness and position yields the best results.
Quick Answers to Common Questions
Question 1?
What is the ideal amperage range for TIG welding 1/8 inch mild steel?
Typically, 80-120 amps is suitable for 1/8 inch mild steel, depending on your welder and joint requirements.
Question 2?
What type of tungsten electrode is best for mild steel TIG welding?
Thoriated or ceriated tungsten electrodes are ideal choices due to their stability and performance on mild steel.
Question 3?
How much shielding gas should I use for TIG welding mild steel?
Use a flow rate of about 15-20 CFH of pure argon to ensure proper shielding and weld quality.
Question 4?
What is the common mistake that leads to weld contamination?
Insufficient shielding gas coverage or improper flow rate often causes contamination and porosity in the weld.
Question 5?
How can I improve my TIG weld quality on thin mild steel?
Use lower amperage, maintain a steady travel speed, and ensure the material is thoroughly cleaned before welding.
📑 Table of Contents
Introduction to Mild Steel TIG Welding
Welding mild steel with TIG (Tungsten Inert Gas) is a popular choice for many metalworkers due to its precision and clean results. Whether you’re building a decorative piece, repairing equipment, or fabricating structural components, understanding the right settings for TIG welding mild steel is crucial. The right parameters ensure strong, neat welds that last and look professional.
Getting the perfect weld involves more than just turning on your welder. It’s about selecting the right amperage, electrode, shielding gas, and technique. In this guide, we’ll walk you through the essential TIG welding settings for mild steel, along with practical tips to improve your skills and weld quality.
Understanding TIG Welding Parameters for Mild Steel
Amperage (Current)
The amperage setting is the foundation of your TIG welding process. For mild steel, a typical range is between 60 to 150 amps, depending on the thickness of the material. Thinner steel (up to 1/8 inch) usually requires lower amperage, while thicker steel demands higher current.
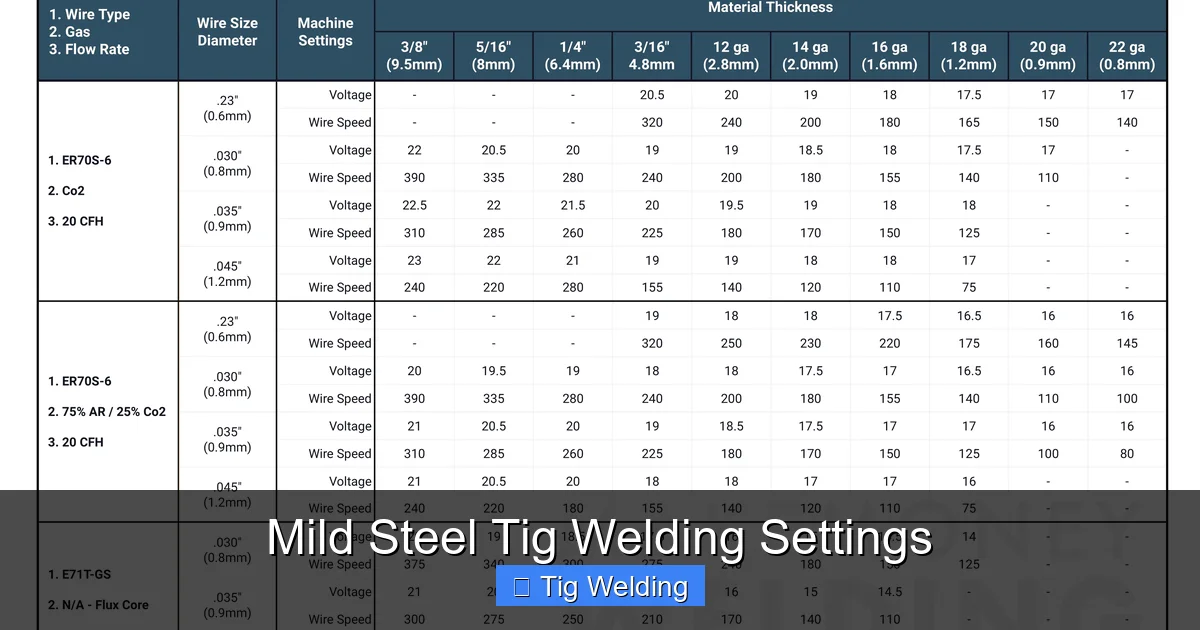
Visual guide about Mild Steel Tig Welding Settings
Image source: makemoneywelding.com
Using too high a current can cause burn-through or warping, while too low may result in poor penetration and weak welds. Always start with a moderate setting and adjust as needed. For example, for 1/8 inch mild steel, begin around 80-100 amps, then fine-tune based on the weld quality.
Choosing the Right Tungsten Electrode
The electrode is essential for creating a stable arc. For mild steel TIG welding, thoriated (red tip) or ceriated (gray tip) tungsten electrodes are common choices. Thoriated electrodes are excellent for high-current applications but require proper handling due to radioactive material. Ceriated electrodes are a safer alternative with similar performance.
Electrode size varies from 1/16 inch to 3/32 inch. Use smaller diameters for thin steel and larger ones for thicker material. Keep the electrode tip sharp for better arc control and weld precision.
Shielding Gas and Flow Rate
Pure argon is the standard shielding gas for mild steel TIG welding, providing a clean, stable arc and preventing oxidation. The typical flow rate ranges from 15 to 20 cubic feet per hour (CFH). Too little gas leads to contamination; too much can cause turbulence and inconsistent welding.
Using a high-quality, pure argon cylinder ensures consistent shielding. Some welders add a small amount of helium or CO2 for specific effects, but for most mild steel projects, pure argon works best.
Setting the Right Welding Parameters for Mild Steel
Amperage and Voltage Tips
While TIG welders often adjust voltage automatically, understanding the relationship between amperage and voltage helps. For mild steel, keep your amperage within the recommended range based on thickness. Maintain a steady arc length—about the diameter of your tungsten tip—to ensure consistent voltage and weld quality.
Visual guide about Mild Steel Tig Welding Settings
Image source: weldingtipsandtricks.com
For example, for 1/16 inch mild steel, set around 60-80 amps; for 1/8 inch, 80-120 amps. Always test on scrap before welding your actual piece.
Travel Speed and Technique
Steady, consistent travel speed is key. Moving too fast results in poor penetration and a weak weld bead, while moving too slow can cause excessive heat and warping. Aim for a balanced speed that allows the weld pool to form smoothly.
Practice your hand movement and maintain a slight angle (10-15 degrees) in the torch to improve bead shape and penetration. Use a slight weaving motion for wider welds or corners.
Practical Tips for Better TIG Welds on Mild Steel
- Clean the material: Remove rust, oil, and paint for better weld quality.
- Use proper filler rod: Select a filler rod matching your mild steel, typically ER70S-2 or ER70S-6.
- Maintain a consistent arc: Keep your torch at a steady distance and angle.
- Control heat input: Use appropriate amperage and travel speed to prevent warping.
- Practice different settings: Experiment on scrap pieces to find optimal parameters for your specific project.
Common Mistakes and How to Avoid Them
- Overheating the metal: Causes warping and burn-through. Use lower amperage for thin material.
- Inconsistent travel speed: Leads to uneven welds. Practice your hand movements regularly.
- Improper shielding gas coverage: Results in contamination. Ensure gas flow is steady and coverage is complete.
- Incorrect electrode angle: Affects arc stability. Keep a consistent 10-15 degree angle in the direction of travel.
Conclusion: Perfecting Your Mild Steel TIG Welding Settings
Mastering the right mild steel TIG welding settings is a mix of understanding your equipment, material, and technique. Start with the recommended amperage based on thickness, choose the appropriate tungsten electrode, and ensure proper shielding gas flow. Practice regularly, make small adjustments, and learn from each weld to improve your skills.
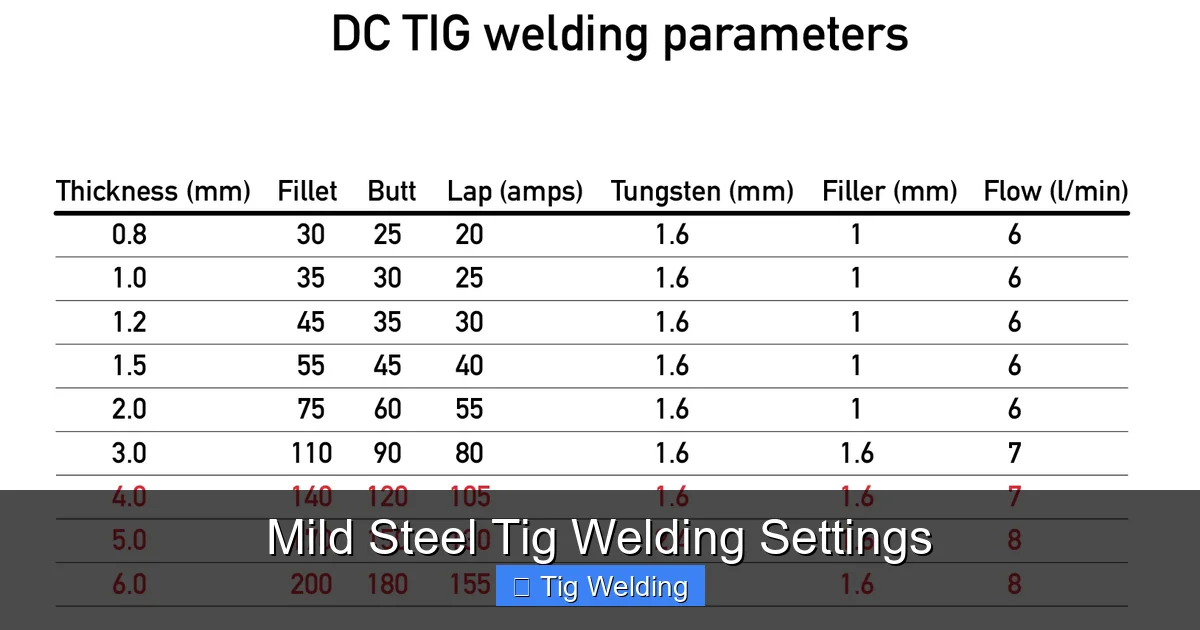
Visual guide about Mild Steel Tig Welding Settings
Image source: mig-welding.co.uk
Remember, patience and consistent practice are key. With time, you’ll produce clean, strong welds that stand the test of time. Happy welding!
Frequently Asked Questions
What is the best amperage for welding mild steel?
The ideal amperage depends on the thickness of the steel. For thin sheets (up to 1/8 inch), 60-100 amps works well. For thicker material, increase amperage accordingly, but always stay within safe limits for your equipment.
Can I use regular argon for TIG welding mild steel?
Yes, pure argon is the standard shielding gas for mild steel TIG welding. It provides a stable arc and clean welds. Sometimes, a mix with helium can be used for specific applications, but pure argon is most common.
How do I choose the right tungsten electrode size?
Choose a size based on your material thickness and amperage. Smaller electrodes (1/16 inch) suit thin steel and lower amps, while larger ones (3/32 inch) are better for thicker steel and higher amperage.
What common mistakes should I avoid in TIG welding mild steel?
Avoid overheating the metal, inconsistent torch movement, and poor shielding gas coverage. These mistakes can cause weak welds, contamination, and defects.
How important is cleaning the mild steel before welding?
Very important. Remove rust, oil, paint, and dirt to prevent contamination, porosity, and weak welds. Clean material results in stronger, more attractive welds.
What welding technique improves the bead appearance on mild steel?
Maintaining a steady hand, consistent arc length, and proper torch angle help produce neat, uniform weld beads. Practicing different travel speeds and techniques also enhances appearance.