

Argon flow rate for TIG welding is a crucial factor that affects weld quality and safety. Properly setting the flow rate helps prevent contamination and porosity, resulting in cleaner, stronger welds. Understanding how to adjust flow rates based on material, thickness, and welding position is key for every welder.
Key Takeaways
- Optimal flow rate varies: Typical argon flow rates range from 10 to 20 cubic feet per hour (CFH), depending on the project.
- Prevent contamination: Proper flow prevents atmospheric gases from contaminating the weld pool, ensuring stronger welds.
- Material and thickness matter: Thicker materials may require higher flow rates, while thinner sheets need lower rates.
- Welding position influences flow: Overhead or vertical welds often need slightly increased flow to compensate for gas shielding challenges.
- Adjust gradually: Always start with a lower flow rate and adjust as needed to avoid waste and ensure optimal shielding.
- Consistent monitoring: Regularly check and maintain your shielding gas flow for the best results.
Quick Answers to Common Questions
Question 1?
What is the ideal argon flow rate for TIG welding?
Typically, 10 to 15 CFH is recommended for most TIG welding tasks, but it can vary depending on material and conditions.
Question 2?
How do I know if my argon flow rate is correct?
Check for a steady, smooth gas stream without turbulence. Perform a test weld on scrap material—if the weld is clean and free of porosity, your flow rate is likely appropriate.
Question 3?
Can I use too much argon when TIG welding?
Yes, excessive flow wastes gas and can cause turbulence, which might lead to weld defects. Use the recommended range and adjust based on your specific conditions.
Question 4?
Should I increase argon flow for overhead welding?
Often, yes. Overhead positions can cause shielding gas to drift away, so slightly increasing the flow rate helps maintain proper coverage.
Question 5?
What factors influence the argon flow rate besides material?
Environment, welding position, material thickness, and torch design all impact the optimal flow rate. Always monitor and adjust accordingly.
📑 Table of Contents
Introduction
When it comes to TIG welding, or Gas Tungsten Arc Welding (GTAW), one of the most important yet often overlooked settings is the argon flow rate. This tiny detail can make a huge difference in the quality of your welds. Whether you’re a seasoned professional or a hobbyist, understanding how to set and adjust the argon flow rate is essential for achieving clean, strong, and defect-free welds.
Many beginners make the mistake of setting the flow rate too high or too low, which can lead to issues like porosity, contamination, or excessive gas consumption. In this article, we’ll explore everything you need to know about the argon flow rate for TIG welding, including recommended settings, how to adjust based on different factors, and practical tips to optimize your welding process.
What is Argon Flow Rate in TIG Welding?
Understanding the Basics
Argon flow rate refers to the volume of argon gas passing through your welding torch per unit of time, usually measured in cubic feet per hour (CFH). It creates a shield around the weld area, protecting the molten metal from atmospheric gases like oxygen, nitrogen, and moisture that could cause weld defects.
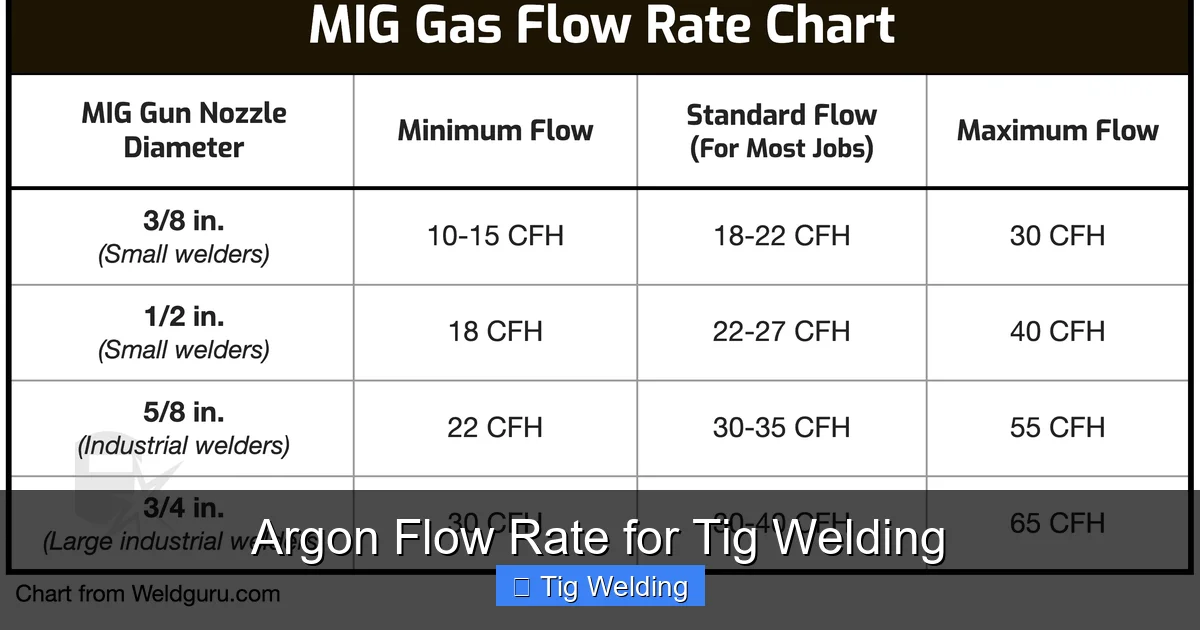
Visual guide about Argon Flow Rate for Tig Welding
Image source: weldguru.com
Achieving the correct flow rate ensures that the weld pool is properly shielded without wasting gas or causing turbulence, which can introduce contaminants. Proper flow rate control is a cornerstone of high-quality TIG welding.
Recommended Argon Flow Rates for TIG Welding
Standard Settings
Most professional welders recommend an argon flow rate of **10 to 15 CFH** for typical TIG welding tasks. For smaller, thin materials, a flow rate closer to **10 CFH** is usually sufficient. Thicker or more challenging welds may benefit from flow rates up to **20 CFH**.
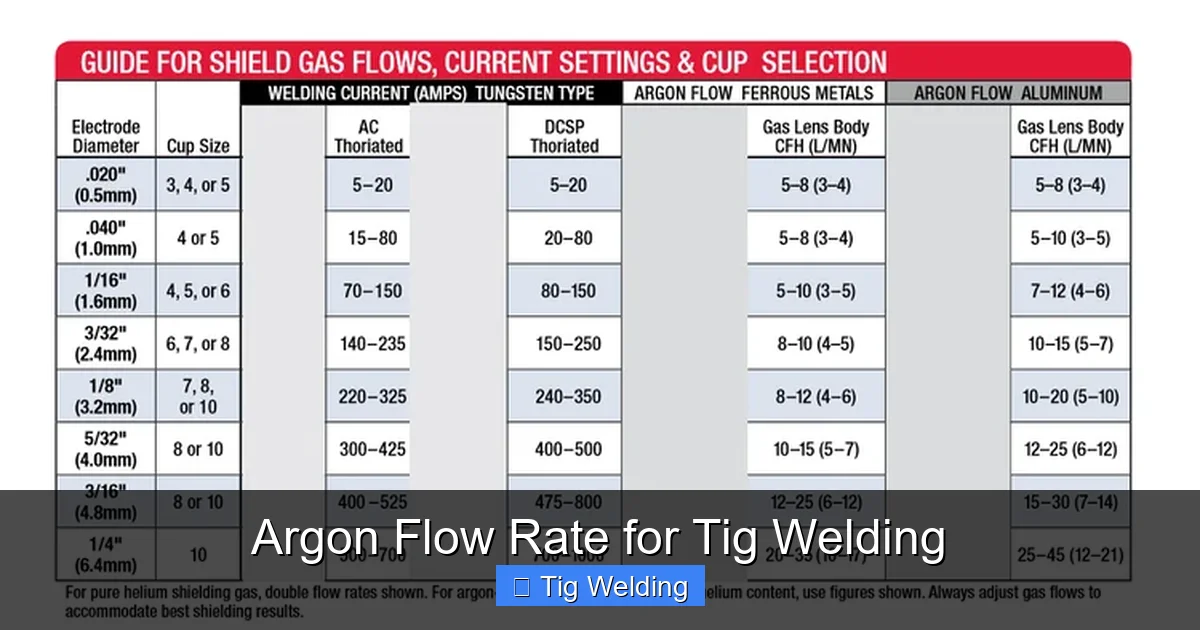
Visual guide about Argon Flow Rate for Tig Welding
Image source: mig-welding.co.uk
It’s important to note that these are starting points, not rigid rules. Always tailor your flow rate based on specific conditions and material types.
Factors Influencing the Argon Flow Rate
Material Type and Thickness
Thinner materials, such as sheet metal or thin tubing, require lower flow rates to prevent turbulence and excess gas consumption. Conversely, thicker metals, like steel plates or heavy-duty aluminum, often need higher flow to ensure complete shielding.

Visual guide about Argon Flow Rate for Tig Welding
Image source: econosuperstore.com
For example, welding a 1/16″ aluminum sheet may require around 10-12 CFH, while welding a 1/4″ steel plate might call for 15-20 CFH.
Welding Position
Overhead or vertical welding positions often need a slightly higher argon flow rate. Gravity can cause shielding gas to drift away from the weld pool, so increasing the flow helps maintain a stable shield.
For instance, if you normally use 12 CFH on a flat surface, consider increasing to 15 CFH for overhead welding.
Welding Environment
Outdoor or draft-prone environments require higher flow rates to counteract wind and air currents that can disrupt the shielding gas. Indoors, a steady environment allows for lower, more controlled flow rates.
Adjust based on your environment—if you notice porosity or contamination, increase the flow slightly.
How to Set and Adjust the Argon Flow Rate
Starting Point
Begin with a setting around 10-12 CFH. Always open the gas valve slowly and observe the flow meter to set your initial rate accurately.
Monitoring and Fine-Tuning
Use your welding torch’s gas flow meter or a separate flow gauge to monitor. Watch for turbulence or irregular flow, which indicates adjustment is needed.
If you notice flickering or inconsistent shielding, try increasing the flow by 1-2 CFH. If you see a noisy or turbulent gas stream, reduce the flow slightly.
Practical Tips
- Test before welding: Always perform a test run on scrap material to verify the flow rate.
- Check for leaks: Ensure all hoses and fittings are tight to prevent gas leaks that can affect flow and safety.
- Use a flow meter: Invest in a reliable flow meter for precise control.
- Maintain equipment: Regularly clean and inspect your torch and gas lines to prevent obstructions.
Common Mistakes and How to Avoid Them
Setting Too High or Too Low
Excessively high flow rates waste argon and can cause turbulence, leading to weld porosity. Too low, and the weld may be contaminated due to inadequate shielding. Always start within recommended ranges and adjust as needed.
Ignoring Environmental Factors
Wind or drafts can blow away shielding gas, so compensate by increasing flow or shielding the work area. Ignoring these factors can lead to poor weld quality.
Conclusion
Getting the argon flow rate right is vital for successful TIG welding. It’s not a set-it-and-forget-it setting but a parameter that needs regular adjustment based on material, environment, and welding position. By understanding the ideal flow rates and how to tweak them, you can significantly improve your weld quality, reduce defects, and make your welding process more efficient.
Remember, always start with a conservative flow rate, perform test welds, and fine-tune your settings. With practice and attention to detail, you’ll master the art of controlling argon flow for perfect TIG welds every time.
Frequently Asked Questions
What is the typical argon flow rate for TIG welding?
The typical argon flow rate for TIG welding ranges from 10 to 15 CFH. Adjustments might be necessary based on material thickness, environment, and welding position.
Why is proper argon flow rate important?
Proper flow rate ensures effective shielding of the weld pool, preventing contamination, porosity, and weld defects. It also helps optimize gas consumption and weld quality.
How do environmental factors affect argon flow rate?
Outdoor conditions, drafts, and wind can disrupt shielding gas coverage. In such cases, increasing the flow rate or shielding the work area improves weld quality.
What happens if I set the argon flow rate too high?
Too high a flow rate wastes gas, causes turbulence, and may lead to inconsistent welds. It’s best to start within recommended ranges and fine-tune as needed.
Can I adjust the argon flow rate during welding?
Yes, you can, especially if you notice issues like turbulence or contamination. Make small adjustments and observe the effects on your welds.
How often should I check my argon flow rate?
Regularly check your flow rate before each welding session and periodically during long projects to ensure consistent shielding and weld quality.