

Polarity in TIG welding refers to the electrical connection configuration that influences heat distribution and weld quality. Understanding how to choose the right polarity is crucial for achieving strong, clean welds on various materials.
Key Takeaways
- Polarity defines the direction of electrical current: It determines whether the electrode or the workpiece is connected to the positive or negative terminal.
- DC Electrode Negative (DCEN): Provides deeper penetration, ideal for thicker metals like steel and stainless steel.
- DC Electrode Positive (DCEP): Produces more heat on the electrode, useful for fast welding on thinner materials.
- AC polarity: Alternates between positive and negative, suitable for welding aluminum and magnesium.
- Choosing the right polarity affects weld quality: Proper setting minimizes defects and enhances weld strength.
- Understanding polarity is essential for different materials: Each material responds differently to polarity settings, influencing weld appearance and durability.
Quick Answers to Common Questions
Question 1?
What is the most common polarity used in TIG welding for steel?
DC Electrode Negative (DCEN) is the most common choice for welding steel because it provides deep penetration and strong welds.
Question 2?
Why use AC when welding aluminum?
AC is used for aluminum because it helps remove oxides from the surface and balances heat, resulting in cleaner, stronger welds.
Question 3?
Can I switch between DCEP and DCEN during a weld?
Yes, many TIG welders allow switching between DCEP and DCEN, but it’s best to do so only if your welder supports it and you understand the effects on heat and penetration.
Question 4?
How does polarity affect weld bead appearance?
Polarity influences heat distribution, which impacts bead shape, size, and surface finish, allowing you to tailor your welds for aesthetics or strength.
Question 5?
Is AC welding suitable for all metals?
No, AC is mainly used for aluminum and magnesium. For other metals like steel, DC is typically preferred unless specific conditions call for AC.
📑 Table of Contents
Introduction to TIG Welding and Polarity
TIG welding, also known as Tungsten Inert Gas welding, is a precise and clean welding process used in industries from aerospace to automotive repair. It uses a non-consumable tungsten electrode to produce high-quality welds on various metals.
One of the critical factors that influence the quality of a TIG weld is the electrical polarity. But what exactly is polarity in TIG welding, and why does it matter? Understanding the concept of polarity can help you achieve stronger, cleaner welds, whether you’re working on thin sheet metal or thick structural steel.
In this article, we’ll explore what polarity is in TIG welding, how it affects heat distribution, and how to select the best polarity setting for different materials and projects.
What Is Polarity in TIG Welding?
Definition of Polarity
Polarity in TIG welding refers to the direction of electrical current flow between the welding power source, the tungsten electrode, and the workpiece. It determines which part acts as the cathode (negative) and which acts as the anode (positive).
Visual guide about What Polarity Is Tig Welding
Image source: weldersmanual.com
In simple terms, polarity decides whether the heat is concentrated on the electrode or the workpiece, influencing how the metal melts and fuses during welding.
How Does Polarity Affect Welding?
The choice of polarity impacts the heat distribution, penetration, and weld bead appearance. Different settings are suited for different materials and thicknesses. For example, some settings produce a deep, narrow weld, while others provide a broader, shallower weld.
Adjusting polarity allows welders to optimize their welding process, reduce defects, and improve overall weld quality.
Types of Polarity in TIG Welding
DC Electrode Negative (DCEN)
In DCEN, the tungsten electrode is connected to the negative terminal, and the workpiece is connected to the positive terminal. This setup directs most of the heat toward the workpiece, providing deep penetration.

Visual guide about What Polarity Is Tig Welding
Image source: weldersmanual.com
Best for: Thick steel, stainless steel, and other metals requiring deep welds.
DC Electrode Positive (DCEP)
Here, the electrode is connected to the positive terminal, and the workpiece is connected to the negative. This results in more heat on the electrode, producing a hotter arc that melts the filler more efficiently.
Best for: Thinner materials or situations where faster welding is needed.
AC (Alternating Current)
AC switches the current polarity back and forth at a set frequency, typically 60 Hz. It alternates between positive and negative, making it ideal for welding materials like aluminum and magnesium.
Advantages of AC: It helps clean oxides from the metal surface and balances heat, preventing burn-through on thin materials.
How to Choose the Right Polarity for Your Welding Project
Welding Steel and Stainless Steel
For most steel and stainless steel applications, DCEN is the standard choice. It provides deep penetration, ensuring strong welds on thicker sections.
Visual guide about What Polarity Is Tig Welding
Image source: mewelding.com
Tip: Use DCEP only if you need a faster weld on thinner steel or if the welding specifications recommend it.
Welding Aluminum and Magnesium
Aluminum and magnesium are best welded with AC polarity. The alternating current helps remove oxides and creates a clean, strong weld.
Tip: Keep the AC frequency high to improve arc stability and cleaning action.
Other Factors to Consider
- Material thickness: Thinner materials benefit from DCEP or AC, while thicker metals prefer DCEN.
- Weld appearance: Different polarities produce different bead profiles; choose based on aesthetics and strength.
- Welding position and technique: Certain positions may require adjustments in polarity for better control.
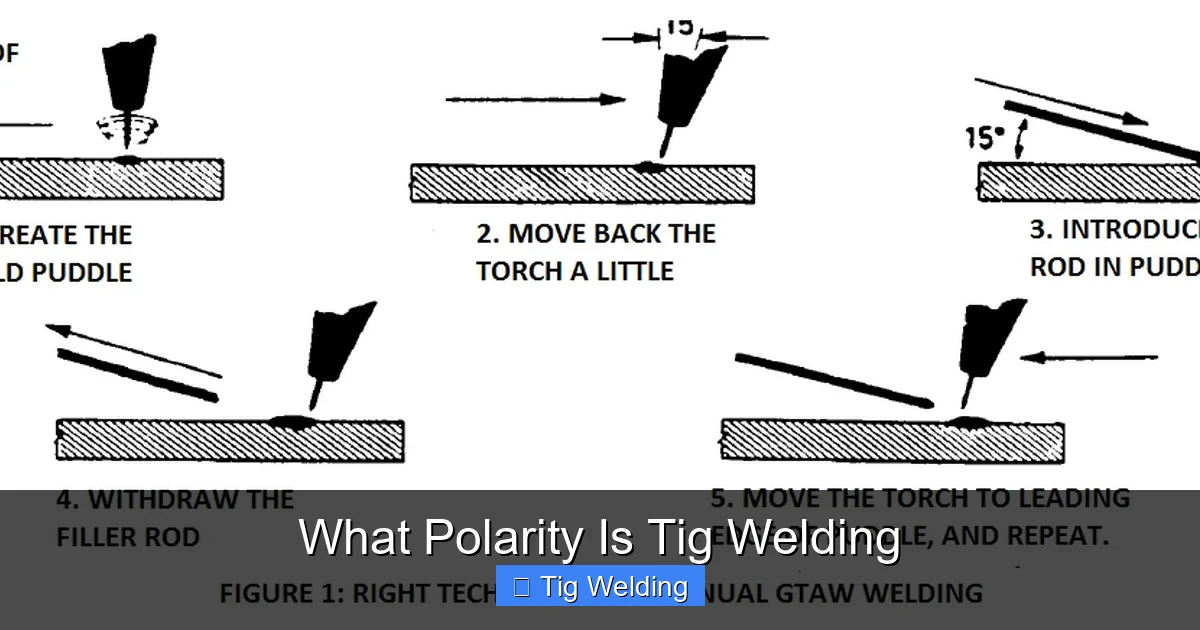
Practical Tips for Using Polarity in TIG Welding
- Start with recommended settings: Always check your material and follow manufacturer guidelines.
- Adjust amperage accordingly: Higher amperage increases heat; match it to the polarity and material thickness.
- Use the right torch angle: Typically 15-20 degrees for most TIG welding jobs.
- Practice different settings: Experiment with polarity and amperage to see how it affects your welds.
- Maintain your equipment: Ensure your TIG torch and power source are in good condition for consistent results.
Conclusion: Mastering Polarity for Better TIG Welds
Understanding what polarity is in TIG welding is essential for any welder aiming for high-quality results. Whether you’re welding steel, aluminum, or other metals, choosing the correct polarity helps optimize heat distribution, penetration, and weld appearance.
Experiment with different settings, follow material guidelines, and practice regularly. With a solid grasp of polarity and how to control it, your TIG welding skills will improve, leading to stronger, cleaner, and more professional-looking welds.
Remember, the right polarity setting can make all the difference in your welding projects. Keep learning, stay safe, and weld with confidence!
Frequently Asked Questions
What does polarity mean in TIG welding?
Polarity in TIG welding refers to the direction of electrical current flow, determining whether the electrode or workpiece is positive or negative, affecting heat distribution and weld quality.
Why is DCEN commonly used for steel welding?
DCEN provides deep penetration and strong welds, making it ideal for thick steel materials. It directs heat toward the workpiece, ensuring proper fusion.
When should I use AC in TIG welding?
Use AC when welding aluminum or magnesium. The alternating current helps clean the surface oxides and balances heat, resulting in better welds on these metals.
What are the main differences between DCEP and DCEN?
DCEP (positive electrode) produces more heat on the electrode and is suitable for fast welding on thin materials. DCEN (negative electrode) delivers deeper penetration, ideal for thicker metals.
Can I weld different metals with the same polarity setting?
No, different metals and thicknesses require specific polarity settings for optimal results. Always follow the manufacturer’s recommendations for each material.
How does adjusting polarity improve weld quality?
Adjusting polarity helps control heat input, penetration, and bead appearance, allowing you to tailor the weld to the specific material and project requirements for better results.