

TIG welding aluminum requires understanding the correct polarity for optimal results. Using the right polarity ensures clean, strong welds and minimizes issues like porosity. This guide covers everything you need to know about TIG welding aluminum polarity.
Key Takeaways
- Positive vs. Negative Polarity: The choice affects heat distribution and weld quality when TIG welding aluminum.
- Standard Practice: DCEN (Direct Current Electrode Negative) is generally preferred for aluminum welding.
- Why DCEN Works: It provides deep penetration and reduces oxidation, resulting in cleaner welds.
- AC Welding: Alternating current is sometimes used, especially for cleaning aluminum surfaces before welding.
- Practical Tips: Always match your polarity to the aluminum alloy and project requirements for best results.
- Safety and Equipment: Proper equipment setup, including polarity control, is crucial for safety and weld quality.
Quick Answers to Common Questions
Question 1?
What is the most common polarity used for TIG welding aluminum? DCEN (Direct Current Electrode Negative) is the most common choice because it offers deep penetration and clean welds.
Question 2?
Why is AC sometimes preferred for aluminum TIG welding? AC helps remove oxide layers and provides a cleaner, stronger weld, especially on thicker or oxidized aluminum surfaces.
Question 3?
Can I use DCEP for aluminum TIG welding? It’s generally not recommended because DCEP can cause increased oxidation and poor weld quality on aluminum.
Question 4?
How does polarity affect heat distribution in TIG welding? DCEN concentrates heat in the workpiece for deeper penetration, while AC alternates heat between surface cleaning and penetration phases.
Question 5?
What equipment adjustments are needed when switching between AC and DC for aluminum welding? Adjust the polarity settings, frequency, and electrode type accordingly to optimize weld quality.
📑 Table of Contents
Introduction
If you’ve ever tried welding aluminum, you know it’s a bit more complicated than welding steel or other metals. Aluminum’s unique properties make it both challenging and rewarding to work with. One of the key factors in achieving a quality TIG weld on aluminum is understanding polarity.
Polarity determines how electrical current flows between the TIG torch and the workpiece. Getting this right can mean the difference between a clean, strong weld and a messy, weak joint. In this article, we’ll explore the ins and outs of TIG welding aluminum polarity — what it is, why it matters, and how to use it effectively.
What Is TIG Welding Aluminum Polarity?
Understanding Welding Polarity
Polarity in welding refers to the direction of electrical current flow during the process. It’s usually described as either DC (Direct Current) or AC (Alternating Current). When using DC, the current flows in one direction, either from the electrode to the workpiece (DCEN) or vice versa (DCEP).
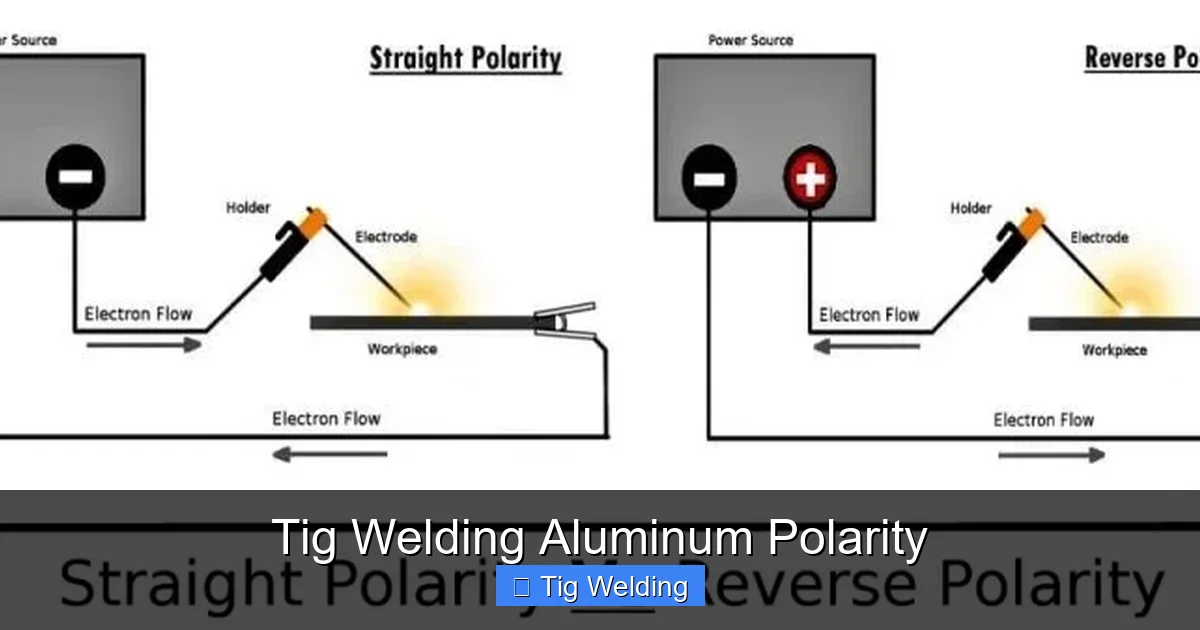
Visual guide about Tig Welding Aluminum Polarity
Image source: materialwelding.com
In TIG welding, the choice of polarity influences heat distribution, arc stability, and the quality of the weld. For aluminum, selecting the correct polarity is especially important because of its oxide layer and thermal properties.
Why Is Polarity Important in Aluminum Welding?
Aluminum has a tough oxide layer that needs to be removed or melted during welding. The right polarity helps manage this layer while ensuring proper penetration and fusion. Poor polarity choices can lead to issues like oxidation, porosity, or weak welds.
DC vs. AC: The Two Main Polarity Types for TIG Aluminum Welding
DCEN (Direct Current Electrode Negative)
DCEN is the most common polarity used for TIG welding aluminum. In this setup, the electrode (tungsten) is connected to the negative terminal, and the workpiece is connected to the positive terminal.
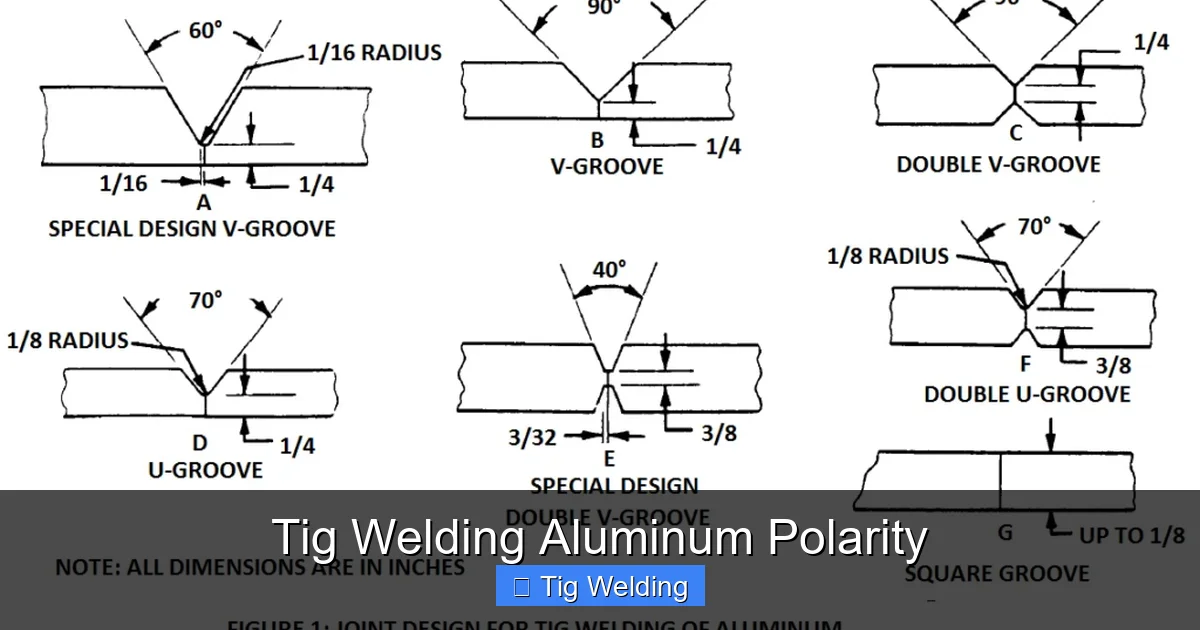
Visual guide about Tig Welding Aluminum Polarity
Image source: mewelding.com
Advantages of DCEN include:
- Deep Penetration: The heat is concentrated in the workpiece, allowing for strong welds.
- Cleaner Welds: Less oxidation on the surface, resulting in a neater finish.
- Efficiency: Better control over heat input.
AC (Alternating Current)
AC switches the current polarity back and forth, typically at frequencies between 60Hz and 120Hz. It combines the benefits of both DCEN and DCEP.
For aluminum, AC is often used because:
- Cleaning Action: The positive cycle helps remove oxide layers from the surface.
- Better Surface Finish: It reduces oxidation and contamination.
- Versatility: Suitable for various aluminum alloys and thicker materials.
How to Choose the Right Polarity for Aluminum TIG Welding
When to Use DCEN
Use DCEN when you need deep penetration and a clean weld on thin or medium-thick aluminum. It’s ideal for most precision applications where surface cleanliness is manageable.

Visual guide about Tig Welding Aluminum Polarity
Image source: weldguru.com
When to Use AC
Switch to AC when welding aluminum that has a thick oxide layer, or when working on thicker sections that require cleaning during welding. AC helps remove surface oxidation, leading to better weld integrity.
Adjusting the Settings
Start with the manufacturer’s recommended amperage and frequency settings. For AC, a typical frequency is 60Hz for general welding, but increasing the frequency can improve arc stability and weld quality. Use pure tungsten electrodes for AC welding for best results.
Practical Tips for Welding Aluminum with the Correct Polarity
- Use the Right Tungsten: Thoriated or ceriated tungsten electrodes are suitable for DCEN, while pure tungsten is preferred for AC.
- Clean the Aluminum: Remove oxide layers with a wire brush or chemical cleaner before welding.
- Set the Correct Amperage: Aluminum requires higher amperage than steel, so adjust accordingly.
- Match Polarity to Material Thickness: Thin materials benefit from DCEN, while thicker sections might require AC for better cleaning and penetration.
- Control Heat Input: Too much heat can cause warping or burn-through; adjust settings carefully.
Common Mistakes and How to Avoid Them
- Using the Wrong Polarity: Using DCEP instead of DCEN on aluminum can lead to oxidation and poor welds.
- Skipping Surface Preparation: Failing to clean aluminum thoroughly results in porosity regardless of polarity.
- Ignoring Equipment Settings: Not adjusting frequency or amperage can cause unstable arcs or weak welds.
- Inadequate Shielding Gas: Using improper gas flow or contaminated gas affects weld quality more than polarity, but combined with the wrong polarity, it worsens the weld.
Conclusion
Understanding tig welding aluminum polarity is essential for anyone looking to produce high-quality welds. While DCEN is the go-to choice for most aluminum welding projects, AC offers unique advantages for cleaning and thicker materials. The key lies in knowing when and how to switch between these polarities based on your project needs.
By mastering polarity selection, maintaining proper surface prep, and adjusting your equipment settings, you can significantly improve your aluminum TIG welding results. Remember, practice and patience are vital — welding aluminum with the right polarity is a skill that develops over time.
Frequently Asked Questions
What is the best electrode type for TIG welding aluminum?
Pure tungsten electrodes are ideal for AC welding because they provide better stability, while thoriated or ceriated electrodes work well with DCEN for aluminum.
Should I clean aluminum before TIG welding?
Yes, always clean aluminum thoroughly to remove oxide layers. This step is crucial regardless of the polarity used, as it ensures a cleaner, stronger weld.
Can I switch between AC and DC during a project?
Yes, most TIG welders allow you to switch between AC and DC easily. Choose the appropriate polarity based on the specific requirements of each phase of your project.
What are common problems caused by incorrect polarity?
Using the wrong polarity can lead to issues like oxidation, porosity, weak welds, and poor surface finish. Correct polarity selection is vital for quality results.
How does frequency affect AC TIG welding of aluminum?
Higher frequency improves arc stability and control, resulting in better welds. Lower frequencies are simpler but may produce a softer arc and less precise welds.
Is TIG welding aluminum suitable for beginners?
Yes, but it requires practice to master the correct polarity, surface prep, and settings. Starting with DCEN on thin aluminum is a good way to learn.