
Choosing the right tungsten for aluminum TIG welding is crucial for quality results.
Understanding different tungsten types and proper techniques ensures smooth, strong welds on aluminum projects.
Key Takeaways
- Type Matters: Use pure tungsten or ceriated tungsten for aluminum TIG welding for optimal performance.
- Proper Preparation: Correctly preparing and grinding the tungsten electrode is essential for consistent welds.
- Amperage Settings: Match the current to the tungsten type and thickness of the aluminum for best results.
- Gas Coverage: Ensure adequate shielding gas flow to prevent contamination and oxidation.
- Technique Tips: Maintain a steady hand and proper angle to produce clean, defect-free welds.
- Safety First: Always wear appropriate protective gear when TIG welding aluminum.
Quick Answers to Common Questions
Question 1?
What is the best tungsten for aluminum TIG welding?
Pure tungsten, ceriated, and lanthanated tungsten are the best options for aluminum TIG welding, especially when using AC mode.
Question 2?
Why is pure tungsten recommended for aluminum?
Pure tungsten provides excellent arc stability in AC mode and is easy to start, making it ideal for aluminum welding.
Question 3?
Can thoriated tungsten be used on aluminum?
No, thoriated tungsten is radioactive and generally not recommended for aluminum TIG welding. Use non-radioactive options instead.
Question 4?
How should I prepare my tungsten electrode?
Always grind your tungsten to a sharp, pointed tip using a dedicated grinding wheel to ensure stable arc and precision.
Question 5?
What gas should I use for aluminum TIG welding?
Use pure argon with a flow rate of about 15-20 CFH to provide proper shielding and prevent oxidation.
📑 Table of Contents
Introduction
Aluminum is a popular metal in many industries thanks to its lightweight and corrosion resistance. But welding aluminum can be tricky, especially when it comes to choosing the right tungsten electrode. The right tungsten for aluminum TIG welding can make all the difference in achieving clean, strong welds. Whether you’re a hobbyist or a professional, understanding the different types of tungsten and how to use them effectively is key to success.
In this article, we’ll explore the best tungsten options for aluminum TIG welding, share practical tips, and help you avoid common mistakes. With the right knowledge, you can improve your weld quality and make your projects safer and more efficient.
Understanding TIG Welding and Tungsten Electrodes
What is TIG Welding?
TIG (Tungsten Inert Gas) welding, also known as GTAW (Gas Tungsten Arc Welding), uses a non-consumable tungsten electrode to produce the weld. A separate filler rod may be added, and an inert shielding gas (usually argon) protects the weld pool from contamination. This process is prized for its precision and clean welds, especially on thin materials like aluminum.
The Role of Tungsten Electrodes
The tungsten electrode conducts electricity and creates the arc necessary for welding. Because tungsten has a high melting point, it remains solid during welding, providing a stable arc. Choosing the right tungsten type influences arc stability, weld quality, and ease of use, especially when working with aluminum.
Types of Tungsten for Aluminum TIG Welding
Pure Tungsten (Green)
Pure tungsten, marked by a green tip, is the traditional choice for AC welding of aluminum. It offers excellent arc stability and is easy to initiate. However, it has a lower current capacity and tends to erode faster, making it less suitable for high-amperage applications.
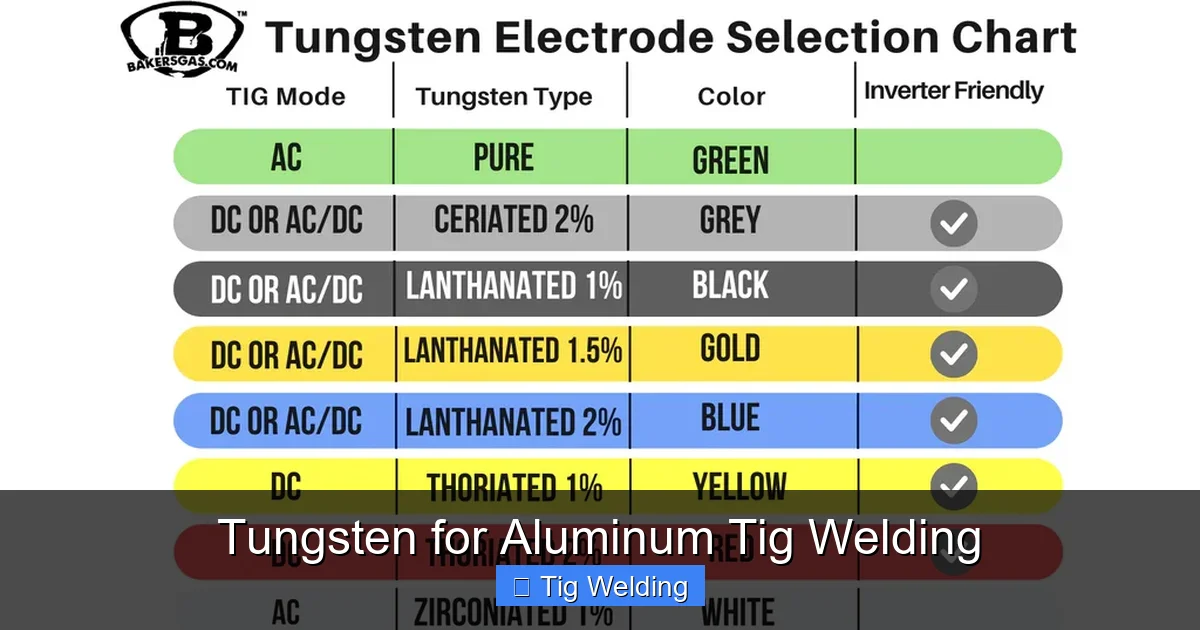
Visual guide about Tungsten for Aluminum Tig Welding
Image source: cdn.shopify.com
Ceriated Tungsten (Gold)
Ceriated tungsten is popular for aluminum TIG welding because it handles higher currents well and maintains a stable arc during AC operation. It also offers a longer lifespan compared to pure tungsten, making it a favorite among many welders.
Lanthanated Tungsten (Blue or Yellow)
Lanthanated electrodes are versatile and perform well in both DC and AC welding. They provide good arc stability and are resistant to contamination, making them suitable for various aluminum welding projects.
Thoriated Tungsten (Red) — Note
Thoriated tungsten is excellent for DC welding but is generally not recommended for aluminum TIG welding because it’s radioactive and poses health risks. For aluminum, stick to the non-radioactive options mentioned above.
Choosing the Right Tungsten for Aluminum TIG Welding
Consider the Welding Mode
For aluminum, most welders prefer AC mode because it cleans the oxide layer from the surface, resulting in a better weld. Pure tungsten and ceriated tungsten are excellent choices here. Lanthanated can also work well depending on your setup.
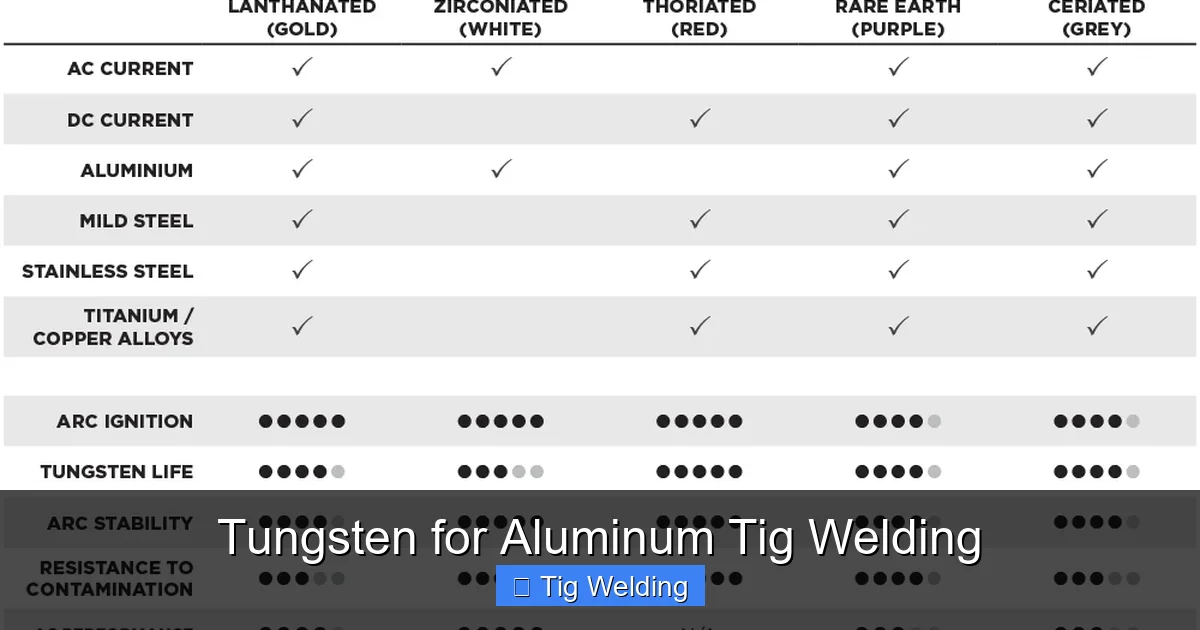
Visual guide about Tungsten for Aluminum Tig Welding
Image source: cdn.shopify.com
Match the Current and Thickness
Use a smaller diameter tungsten electrode for thin aluminum sheets to prevent burn-through. For thicker materials, a larger diameter electrode can handle higher currents without contamination or arc wandering.
Preparation and Grinding
Properly grinding your tungsten electrode to a pointed tip enhances arc stability. Use a dedicated grinding wheel and avoid contamination to ensure consistent results. Keep the tip sharp and free of nicks or burrs.
Practical Tips for Using Tungsten in Aluminum TIG Welding
Electrode Preparation
Always grind your tungsten to a sharp point before starting. A pointed tip concentrates the arc and improves arc stability, especially important for aluminum’s thin, delicate welds.
Proper Gas Flow and Shielding
Use a steady flow of pure argon (around 15-20 CFH) to shield the weld area. Inadequate gas coverage leads to oxidation and weak welds. Consider using a gas lens for better coverage.
Electrode Angles and Technique
Maintain a 15-20 degree angle between the tungsten and the workpiece. Keep a consistent travel speed and avoid unnecessary movements that can cause arc wandering or contamination.
Adjusting Amperage
Start with lower amperage settings and gradually increase to avoid burning through thin aluminum. For thicker materials, higher currents are necessary but ensure your tungsten can handle it.
Common Mistakes and How to Avoid Them
- Using the wrong tungsten type: Stick to pure, ceriated, or lanthanated tungsten for aluminum; avoid thoriated.
- Poor preparation: Neglecting to sharpen or clean the tungsten results in unstable arcs.
- Inadequate gas coverage: Insufficient shielding causes oxidation and weld defects.
- Incorrect amperage: Too high can burn through; too low causes unstable arcs.
- Welding in dirty or contaminated environments: Always clean aluminum surfaces before welding.
Conclusion
Choosing the right tungsten for aluminum TIG welding is essential for achieving high-quality, clean welds. Pure, ceriated, and lanthanated tungsten electrodes are excellent options, each with their strengths. Proper preparation, understanding your machine’s settings, and practicing good technique will help you master aluminum TIG welding.
Remember, patience and practice are key. With the right tungsten and technique, you can produce beautiful, strong welds that stand the test of time. Happy welding!
Frequently Asked Questions
What is the main difference between pure tungsten and ceriated tungsten?
Pure tungsten offers excellent arc stability for AC welding but has lower current capacity, while ceriated tungsten handles higher currents better and lasts longer. Both are suitable for aluminum TIG welding.
Why is tungsten grinding important?
Proper grinding sharpens the tungsten tip, focusing the arc and improving stability. A dull or contaminated tip can cause arc wandering and poor weld quality.
How does AC welding help with aluminum?
AC welding alternates the current, which helps clean the aluminum oxide layer, resulting in a smoother, stronger weld. It’s the preferred mode for aluminum TIG welding.
What amperage should I use for thin aluminum sheets?
Use lower amperage settings, around 50-100 amps, depending on thickness, to prevent burn-through and achieve precise welds.
How do I prevent contamination of my tungsten electrode?
Use proper gas shielding, avoid touching the tungsten with the filler rod or workpiece, and keep your tools and environment clean to prevent contamination and weld defects.
Can I use the same tungsten for DC and AC welding?
Lanthanated tungsten is versatile and suitable for both DC and AC welding, but pure and ceriated are mainly used for AC aluminum welding.