
This guide teaches you how to MIG weld without gas using flux-cored welding wire. You’ll learn the setup, techniques, and safety tips to get strong, clean welds—no shielding gas required. Perfect for outdoor projects and beginners.
Key Takeaways
- Flux-cored wire eliminates the need for gas: The wire contains flux that creates its own shielding, making gas unnecessary.
- Works great outdoors: Unlike gas-shielded MIG, flux-cored welding isn’t affected by wind, so it’s ideal for outdoor use.
- Requires polarity adjustment: You must switch your MIG welder to DC electrode negative (DCEN) for flux-cored welding.
- Higher spatter is normal: Expect more spatter than gas MIG welding—clean-up is part of the process.
- Not all MIG welders support flux-cored: Check your machine’s specs before starting—some require a separate flux-cored setup.
- Use the right drive rolls: Knurled drive rolls are needed to feed flux-cored wire properly and prevent damage.
- Start with practice welds: Always test on scrap metal to fine-tune voltage, wire speed, and technique.
What Is MIG Welding No Gas?
MIG welding without gas—also known as flux-cored arc welding (FCAW)—is a welding method that uses a special hollow wire filled with flux instead of relying on an external shielding gas. This flux creates a protective gas cloud and slag when heated, shielding the weld pool from contamination. The result? Strong, clean welds without needing a gas cylinder, hose, or regulator.
This technique is especially useful for DIYers, farmers, and outdoor repair work. If you’ve ever been frustrated by wind blowing away your shielding gas during a MIG weld, flux-cored welding is your solution. It’s versatile, portable, and perfect for thicker materials like steel.
In this guide, you’ll learn exactly how to set up your MIG welder for no-gas welding, choose the right wire, and master the technique for professional-looking results.
Why Choose MIG Welding Without Gas?

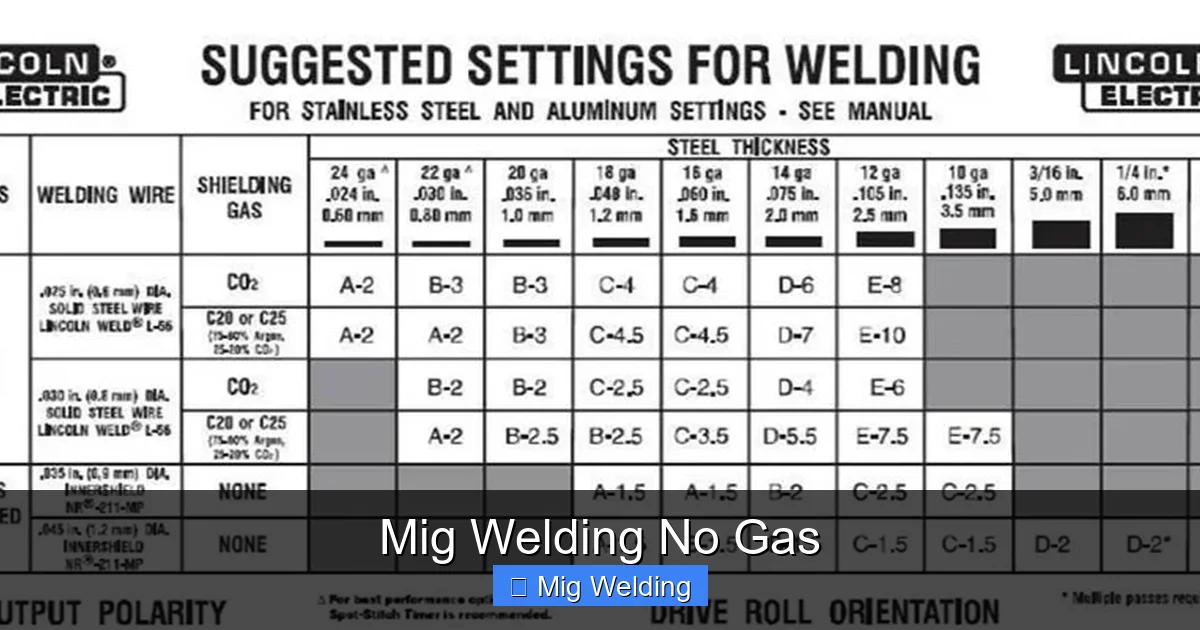
Visual guide about Mig Welding No Gas
Image source: fractory.com
There are several compelling reasons to try MIG welding without gas:
First, **portability**. Without a gas tank, you can weld anywhere—your backyard, a job site, or even a remote field. No need to lug around heavy equipment.
Second, **wind resistance**. Traditional MIG welding uses argon or CO2 gas to protect the weld. But even a light breeze can scatter that gas, leading to porosity and weak welds. Flux-cored welding creates its own shield, so wind won’t ruin your work.
Third, **cost savings**. Gas cylinders require refills, rentals, or purchases. Over time, that adds up. Flux-cored wire is often cheaper per foot than solid wire plus gas.
Finally, **ease of use for beginners**. While it takes practice, flux-cored welding is more forgiving on dirty or rusty metal than gas MIG, making it ideal for home projects.
Equipment You’ll Need
Visual guide about Mig Welding No Gas
Image source: lh5.googleusercontent.com
Before you start, make sure you have the right tools:
- MIG welder with flux-cored capability: Not all MIG welders can handle flux-cored wire. Check your manual—most modern machines support both solid and flux-cored welding.
- Flux-cored welding wire: Look for E71T-11 or E71T-GS wires, which are self-shielding and designed for no-gas use. Common sizes are 0.030″ and 0.035″.
- Knurled drive rolls: These have a textured surface to grip the soft flux-cored wire without crushing it. Standard V-groove rolls can damage the wire.
- Welding helmet with auto-darkening lens: Protects your eyes from UV light and allows you to see your weld clearly.
- Welding gloves and flame-resistant clothing: Safety first—always wear proper PPE.
- Wire brush and chipping hammer: Used to clean slag after welding.
- C-clamps or magnets: To hold your workpiece steady.
Step-by-Step: Setting Up Your Welder for No-Gas MIG
Follow these steps to configure your MIG welder for flux-cored welding:
1. Switch to DC Electrode Negative (DCEN)
Flux-cored welding requires the electrode (wire) to be negative. On most MIG welders, this means flipping a switch or reconnecting the cables. Look for a setting labeled “DC-” or “Electrode Negative.” If you’re unsure, consult your user manual.
2. Install Knurled Drive Rolls
Remove the standard V-groove drive rolls and replace them with knurled ones. These prevent the soft flux-cored wire from being flattened or stripped as it feeds through the liner.
3. Load the Flux-Cored Wire
Cut the wire cleanly with wire cutters, then feed it into the liner. Make sure the spool spins freely—use the tension knob to adjust resistance. Too tight, and the wire will deform; too loose, and it won’t feed properly.
4. Adjust Voltage and Wire Speed
Start with the manufacturer’s recommended settings for your wire diameter and material thickness. For 1/8″ steel using 0.035″ wire, try 18–20 volts and a wire speed of 200–250 inches per minute (IPM). You’ll fine-tune these during practice.
5. Remove the Gas Nozzle (If Applicable)
Since you’re not using gas, you can remove the gas nozzle and replace it with a standard welding nozzle. This gives you better visibility and reduces the chance of gas flow interfering with the arc.
How to Weld Without Gas: Technique Tips
Now that your machine is set up, it’s time to weld. Here’s how to do it right:
1. Prepare Your Metal
Clean the surface with a wire brush or grinder. Remove rust, paint, oil, and dirt. Flux-cored welding is more forgiving than gas MIG, but clean metal gives the best results.
2. Use a Push Technique
Unlike gas MIG welding (which uses a drag or pull technique), flux-cored welding works best when you push the weld pool away from you. This helps the slag float to the surface and improves penetration.
Hold the gun at a 10–15 degree angle, pointing in the direction of travel. Keep the nozzle ½ inch from the metal.
3. Maintain a Short Arc Length
Keep the arc tight—too long, and you’ll get spatter and poor penetration. Listen for a steady, crackling sound. If it’s popping or sputtering, adjust your voltage or wire speed.
4. Move at a Consistent Speed
Travel too slow, and you’ll burn through. Too fast, and the weld will be weak and narrow. Aim for a smooth, steady motion. Practice on scrap metal until it feels natural.
5. Watch for Slag Formation
After welding, a gray or black slag will cover the bead. This is normal. Let it cool slightly, then chip it off with a chipping hammer and brush the area clean.
Common Mistakes and How to Fix Them
Even experienced welders run into issues. Here’s how to troubleshoot:
Porosity (Air Pockets in the Weld)
Caused by contamination or improper technique. Fix it by cleaning the metal better, reducing travel speed, or checking for drafts.
Excessive Spatter
Too much spatter means your voltage is too high or your arc is too long. Lower the voltage slightly and keep the gun closer to the work.
Wire Feeding Problems
If the wire jams or curls, check your drive rolls—make sure they’re knurled and properly tensioned. Also, inspect the liner for kinks or debris.
Weak or Incomplete Penetration
Increase voltage or slow down your travel speed. Make sure you’re using the correct wire size for your material thickness.
Slag Trapped in the Weld
This happens when you don’t push the weld properly. Always use the push technique and clean between passes if doing multi-pass welds.
Safety Tips for No-Gas MIG Welding
Welding is safe when done correctly—but only if you follow these rules:
- Wear full PPE: Helmet, gloves, long sleeves, and closed-toe shoes. UV rays can burn skin just like the sun.
- Work in a well-ventilated area: Welding fumes are hazardous. Use a fan or fume extractor if indoors.
- Keep a fire extinguisher nearby: Sparks can ignite flammable materials. Clear your workspace of paper, gas, or oil.
- Inspect your equipment: Check cables, connections, and the ground clamp before each use.
- Never weld on painted or galvanized metal without proper ventilation: These coatings release toxic fumes when heated.
Best Projects for No-Gas MIG Welding
This method shines in real-world applications:
- Farm and ranch repairs: Fix fences, gates, and equipment outdoors without worrying about wind.
- Automotive work: Patch rust holes or weld body panels on older cars.
- Home DIY projects: Build trailers, shelving, or outdoor furniture.
- Structural steel: Great for thicker materials where deep penetration is needed.
Final Thoughts
MIG welding without gas is a smart, practical choice for anyone who wants flexibility, portability, and reliable performance—especially in outdoor or windy conditions. By switching to flux-cored wire and adjusting your machine settings, you can achieve strong, professional welds without the hassle of gas cylinders.
It may take a little practice to master the technique, but once you do, you’ll wonder how you ever welded without it. Start with scrap metal, fine-tune your settings, and always prioritize safety.
With the right setup and a bit of patience, no-gas MIG welding can become your go-to method for countless projects. So grab your welder, load that flux-cored wire, and start building something amazing.