

Choosing the right gas mixture for MIG welding is essential for strong, clean, and spatter-free welds. This guide covers the best gas blends for different metals, setup tips, and troubleshooting advice to help you weld like a pro.
Key Takeaways
- Use 75% argon / 25% CO₂ for mild steel: This mix offers the best balance of arc stability, penetration, and low spatter.
- Use 100% CO₂ for deep penetration on steel: Ideal for thick materials but produces more spatter and a rougher weld appearance.
- Use 100% argon for aluminum: Essential for non-ferrous metals to prevent oxidation and ensure a clean weld pool.
- Use tri-mix gases for stainless steel: A blend of argon, helium, and CO₂ improves arc stability and reduces carbide precipitation.
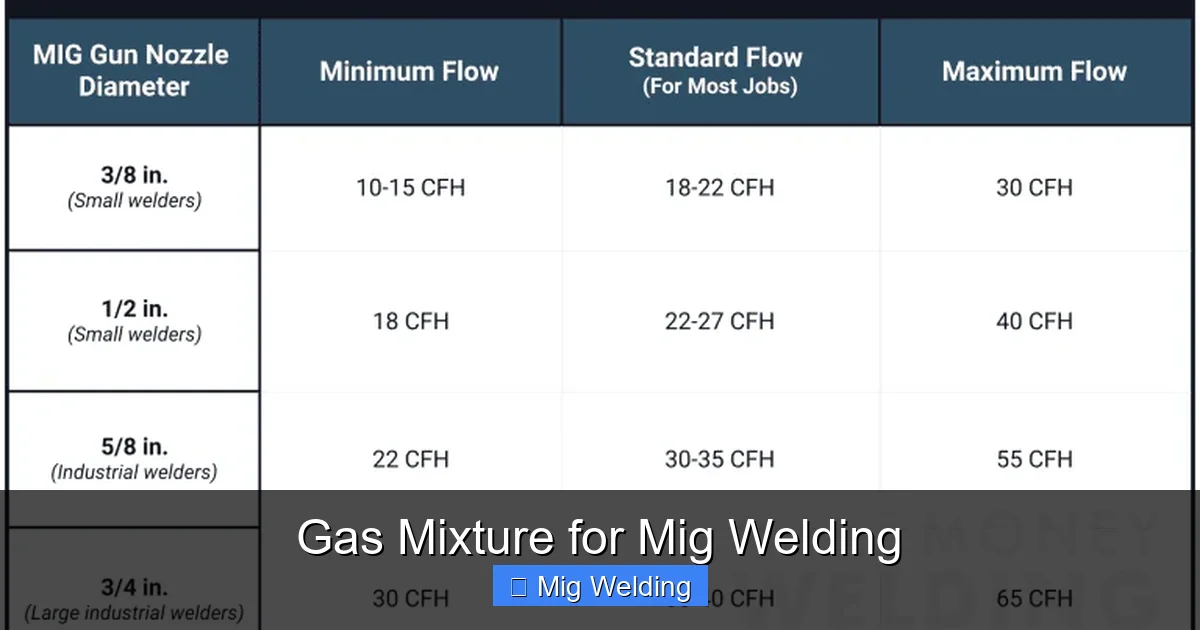
- Proper gas flow rate is critical: Set flow between 20–25 CFH to protect the weld pool without wasting gas.
- Check for leaks and use quality regulators: Even small leaks can ruin your gas mix and weld quality.
- Match gas to material and thickness: Thicker materials may need higher CO₂ or helium content for better penetration.
Gas Mixture for MIG Welding: A Complete How-To Guide
If you’re new to MIG welding or looking to improve your results, one of the most important factors is choosing the right gas mixture for MIG welding. The shielding gas you use protects the molten weld pool from contaminants in the air—like oxygen and nitrogen—that can cause porosity, brittleness, and weak joints. Using the wrong gas blend can lead to poor weld quality, excessive spatter, and wasted time and materials.
In this guide, you’ll learn everything you need to know about selecting and using the best gas mixtures for different metals, setting up your equipment correctly, and troubleshooting common issues. Whether you’re welding mild steel, stainless steel, or aluminum, we’ve got you covered with practical tips and expert advice.
Why Shielding Gas Matters in MIG Welding
Visual guide about Gas Mixture for Mig Welding
Image source: makemoneywelding.com
MIG (Metal Inert Gas) welding uses a continuous wire electrode fed through a welding gun. As the wire melts, it forms a weld pool that must be shielded from the atmosphere. Without proper shielding, the weld can absorb gases like oxygen and nitrogen, leading to defects such as porosity, cracking, or a weak bond.
The right gas mixture for MIG welding ensures:
– A stable arc
– Good penetration
– Minimal spatter
– Clean, strong welds
Different metals require different gas blends because of their unique properties. For example, aluminum reacts easily with oxygen, so it needs a completely inert gas like argon. Steel, on the other hand, can tolerate small amounts of reactive gases like CO₂ to improve penetration.
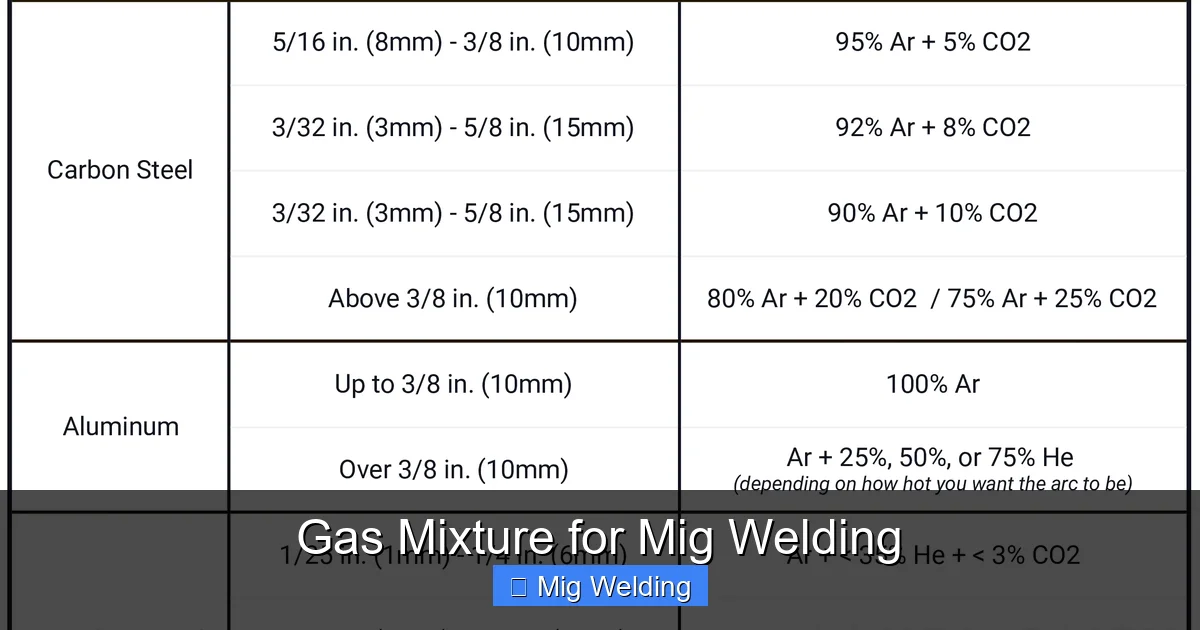
Best Gas Mixtures for Common Metals
Visual guide about Gas Mixture for Mig Welding
Image source: makemoneywelding.com
Let’s break down the most effective gas blends based on the material you’re welding.
Mild Steel (Carbon Steel)
Mild steel is the most common material in automotive, construction, and fabrication work. For this metal, you have two primary options:
- 75% Argon / 25% CO₂ (C25): This is the most popular mix for MIG welding mild steel. It provides excellent arc stability, smooth weld appearance, and low spatter. It’s ideal for thin to medium-thickness steel (up to ½ inch).
- 100% CO₂: Pure carbon dioxide offers deeper penetration and is often used for thicker steel sections. However, it produces more spatter and a rougher weld bead. It’s also less expensive than mixed gases, making it a budget-friendly option for heavy-duty work.
Tip: If you’re welding thin sheet metal, stick with C25 to avoid burn-through. For structural steel or thick plates, 100% CO₂ can give you the penetration you need.
Stainless Steel
Stainless steel requires a more specialized gas mixture to prevent corrosion and maintain its corrosion-resistant properties.
- Tri-Mix (90% Helium / 7.5% Argon / 2.5% CO₂): This blend improves arc stability and heat input, which helps prevent carbide precipitation—a problem that can weaken stainless steel welds.
- 98% Argon / 2% CO₂: A simpler alternative that works well for thinner stainless steel. It offers good arc control and minimal spatter.
- 98% Argon / 2% Oxygen: Sometimes used in industrial settings for better arc stability, but oxygen can increase oxidation, so it’s less common for general use.
Note: Avoid using pure CO₂ on stainless steel—it can cause excessive oxidation and reduce corrosion resistance.
Aluminum
Aluminum is a non-ferrous metal that requires a completely inert shielding gas to prevent oxidation.
- 100% Argon: This is the standard gas for MIG welding aluminum. It provides excellent arc stability, good cleaning action, and smooth weld beads. It works for both thin and thick aluminum, though thicker sections may benefit from a tri-mix with helium.
- Argon-Helium Mix (75% Argon / 25% Helium): Adding helium increases heat input, which improves penetration on thicker aluminum (over ¼ inch). It’s especially useful for welding heavy aluminum plates or in high-speed applications.
Tip: Always use a spool gun or push-pull system when MIG welding aluminum to prevent wire feeding issues.
How to Set Up Your Gas System
Using the right gas mixture is only half the battle—proper setup is just as important.
Step 1: Choose the Right Cylinder and Regulator
– Use a high-quality gas cylinder rated for the gas you’re using.
– Install a dual-gauge regulator that shows both cylinder pressure and delivery pressure.
– For mixed gases, ensure the regulator is compatible with both argon and CO₂ (or helium).
Step 2: Set the Correct Flow Rate
The standard flow rate for MIG welding is between 20 and 25 cubic feet per hour (CFH). Too little gas won’t protect the weld pool; too much can cause turbulence and draw in air.
- Use a flowmeter or built-in gauge on your regulator to set the rate.
- In windy outdoor conditions, increase flow slightly (up to 30 CFH) or use a windscreen.
- For indoor welding, 20–25 CFH is usually sufficient.
Step 3: Check for Leaks
Even a small leak can ruin your gas mixture and weld quality.
- Apply soapy water to all connections (regulator, hoses, fittings).
- Look for bubbles—if you see any, tighten the connection or replace the seal.
- Turn on the gas briefly before welding to purge the line and ensure flow.
Step 4: Position the Welding Gun Correctly
– Hold the gun at a 10–15 degree angle to the workpiece.
– Keep the nozzle ½ to ¾ inch from the metal.
– Ensure the gas flows evenly over the weld pool.
Troubleshooting Common Gas-Related Issues
Even with the right setup, problems can occur. Here’s how to fix the most common issues.
Porosity in the Weld
Symptoms: Small holes or bubbles in the weld bead.
Causes:
– Insufficient gas flow
– Wind or drafts blowing away the shielding gas
– Leaks in the gas system
– Dirty or oily base metal
Solutions:
– Increase gas flow slightly.
– Weld in a sheltered area or use a windscreen.
– Clean the metal with a wire brush or solvent.
– Check for leaks and repair them.
Excessive Spatter
Symptoms: Molten metal droplets sticking to the workpiece or welding gun.
Causes:
– Too much CO₂ in the mix (common with 100% CO₂)
– Incorrect voltage or wire speed
– Poor grounding
Solutions:
– Switch to a 75/25 argon/CO₂ mix if using pure CO₂.
– Adjust your machine settings—lower voltage or wire feed speed.
– Ensure your ground clamp is clean and tightly connected.
Unstable Arc or Poor Penetration
Symptoms: Arc flickers, weld looks uneven, or doesn’t penetrate deeply.
Causes:
– Wrong gas mixture for the material
– Low gas flow
– Contaminated gas or cylinder
Solutions:
– Double-check your gas blend matches the metal.
– Increase gas flow to 25 CFH.
– Replace the gas cylinder if it’s old or contaminated.
Tips for Saving Money and Improving Results
– Rent or lease gas cylinders: Buying gas can be expensive. Many welding supply stores offer rental programs.
– Use the right mix for the job: Don’t use a tri-mix for mild steel—it’s overkill and costly.
– Store cylinders properly: Keep them upright, secured, and away from heat or direct sunlight.
– Purge the line before welding: Open the valve for a few seconds to clear air from the hose.
Conclusion
Choosing the right gas mixture for MIG welding doesn’t have to be complicated. By matching the gas to your material—75/25 argon/CO₂ for steel, 100% argon for aluminum, and tri-mix for stainless—you’ll get cleaner, stronger welds with less spatter and rework. Proper setup, including correct flow rate and leak checks, ensures your gas does its job effectively.
Remember, even small details like gas flow, nozzle distance, and cleanliness can make a big difference. With the tips and techniques in this guide, you’ll be welding like a pro in no time. So grab your gear, set up your gas system, and start creating high-quality welds with confidence.