
TIG welding aluminium requires understanding the correct polarity for optimal results. Choosing the right polarity ensures clean, strong welds and minimizes defects. Whether you’re a beginner or experienced welder, mastering aluminium polarity is key to successful TIG welding.
Key Takeaways
- Direct Current (DC) Polarity: The most common choice for TIG welding aluminium, typically with DCEN (straight polarity).
- AC (Alternating Current): Essential for welding aluminium, it balances cleaning and penetration, especially with AC settings.
- DCEN vs. DCEP: DCEN (electrode negative) provides better cleaning action, while DCEP (electrode positive) offers deeper penetration.
- Why AC is preferred for aluminium: It alternates between cleaning (removing oxide) and welding, making aluminium welding more effective.
- Proper polarity setup: Ensures minimal oxidation, strong welds, and a cleaner finish on aluminium.
Quick Answers to Common Questions
Question 1?
What is the best polarity for TIG welding aluminium?
AC (Alternating Current) is the best polarity for TIG welding aluminium because it balances cleaning and penetration.
Question 2?
Why do I need to use AC for aluminium TIG welding?
AC helps remove aluminium oxide continuously during welding, ensuring a clean, strong weld with minimal defects.
Question 3?
Can I weld aluminium with DC polarity?
While possible with specialized setups, DC is not ideal for aluminium since it doesn’t effectively remove oxide layers, leading to poor weld quality.
Question 4?
What does the balance control do in AC TIG welding?
The balance control adjusts the ratio of cleaning (positive cycle) to penetration (negative cycle), helping optimize weld quality.
Question 5?
How do I improve my aluminium TIG welds?
Use AC mode with proper balance and frequency settings, clean the surface thoroughly, and practice consistent technique.
📑 Table of Contents
- Introduction: Why Polarity Matters in TIG Welding Aluminium
- Understanding TIG Welding Polarity: DC and AC
- Why AC is the Go-To Polarity for Aluminium TIG Welding
- Setting Up Your TIG Welder for Aluminium Polarity
- Common Mistakes and How to Avoid Them
- Conclusion: Mastering Aluminium TIG Welding Polarity
Introduction: Why Polarity Matters in TIG Welding Aluminium
TIG welding aluminium can be tricky, especially when it comes to choosing the right polarity. Unlike steel, aluminium has a thin oxide layer that needs to be cleaned constantly during welding. The polarity you select directly impacts how well the oxide is removed, how the weld penetrates, and the overall quality of your weld.
Understanding the correct polarity setup is crucial for achieving strong, clean, and defect-free aluminium welds. Whether you’re a hobbyist or a professional, mastering TIG welding aluminium polarity will elevate your welding game and help you produce professional results every time.
Understanding TIG Welding Polarity: DC and AC
What is Polarity in TIG Welding?
Polarity in TIG welding refers to the electrical configuration that determines how current flows between the tungsten electrode and the workpiece. It influences the heat distribution, cleaning action, and penetration of the weld.

Visual guide about Tig Welding Aluminium Polarity
Image source: weldingempire.com
There are two main types of polarity in TIG welding: Direct Current (DC) and Alternating Current (AC). Each has specific advantages and applications, especially when welding aluminium.
Direct Current (DC): DCEN and DCEP
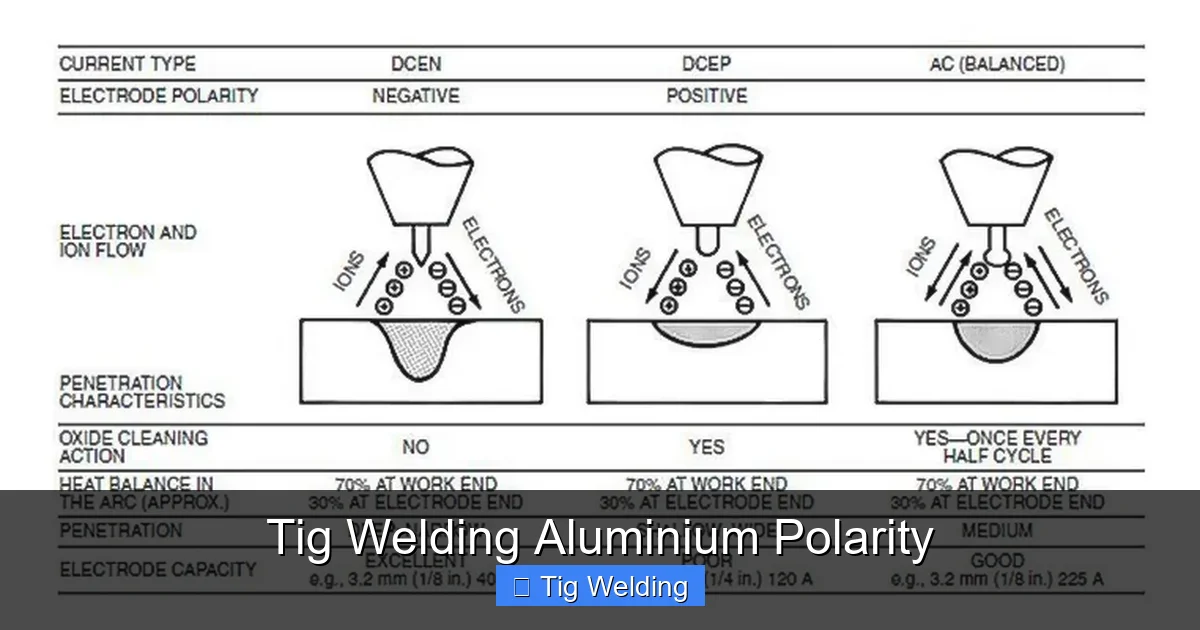
DC welding uses a constant polarity—either electrode negative (DCEN) or electrode positive (DCEP). In DC, the current flows in one direction only.
- DCEN (Direct Current Electrode Negative): The current flows from the electrode to the workpiece. It provides a focused arc, deep penetration, and good cleaning action—ideal for aluminium.
- DCEP (Direct Current Electrode Positive): The current flows from the workpiece to the electrode. It produces a wider, hotter arc with less cleaning action, more suitable for steel or thicker materials.
Alternating Current (AC)
AC switches the current direction back and forth, typically at 60Hz. This alternation combines the benefits of both DCEN and DCEP, making it the preferred choice for aluminium welding.
During the positive cycle, the electrode acts as the anode, providing cleaning action. During the negative cycle, the workpiece acts as the cathode, providing deeper penetration.
Why AC is the Go-To Polarity for Aluminium TIG Welding
The Role of AC in Aluminium Welding
Aluminium’s oxide layer melts at a much higher temperature than pure aluminium. To weld aluminium effectively, this oxide layer must be removed constantly during welding. AC accomplishes this by alternating the current, which naturally cleans the surface while welding.
Visual guide about Tig Welding Aluminium Polarity
Image source: blog.red-d-arc.com
When the arc swings to the positive cycle, the electrode is positive, and the cleaning action occurs. During the negative cycle, the workpiece is positive, providing the heat needed for penetration and fusion.
Advantages of Using AC for Aluminium
- Effective Cleaning: Removes oxide layer continuously, preventing contamination and weld defects.
- Better Control: Allows for more precise adjustments to balance cleaning and penetration.
- Cleaner Welds: Results in smoother, more aesthetically pleasing welds with fewer impurities.
- Reduced Spatter and Porosity: Proper AC parameters minimize common issues like porosity caused by oxide contamination.
Setting Up Your TIG Welder for Aluminium Polarity
Choosing the Right Polarity Settings
For most aluminium TIG welding, setting your welder to AC mode is essential. Modern TIG welders come with presets, but understanding how to tweak the settings is beneficial.

Visual guide about Tig Welding Aluminium Polarity
Image source: cdn.thefabricator.com
- Amperage: Use higher amps for thicker aluminium. Typically, 50-200 amps depending on material thickness.
- Balance Control: Adjusts the ratio of cleaning to penetration during AC. A higher cleaning setting (around 70-80%) is ideal for aluminium oxide removal.
- Frequency: Higher frequency (80-120Hz) stabilizes the arc, especially for precise, high-quality welds.
Practical Tips for Setting Polarity
- Always start with the manufacturer’s recommended settings for your specific machine and aluminium thickness.
- Adjust the balance control to favor cleaning in the initial passes, then reduce cleaning to improve penetration once the oxide layer is removed.
- Use a high-frequency start to stabilize the arc, especially on thin aluminium sheets.
- Maintain a consistent torch angle (around 15-20 degrees) to ensure even heat distribution.
Common Mistakes and How to Avoid Them
Using DC Instead of AC
Many beginners mistakenly try to weld aluminium on DC, which hampers oxide removal and results in poor weld quality. Always use AC mode for aluminium TIG welding.
Incorrect Balance Settings
If the balance favors DCEP or has too little cleaning action, oxide contamination can occur, leading to porosity or weak welds. Experiment with higher cleaning settings for initial passes.
Not Cleaning the Surface
Ensure the aluminium surface is thoroughly cleaned with a wire brush or chemical cleaner before welding. AC helps remove oxide during welding, but pre-cleaning makes it easier.
Conclusion: Mastering Aluminium TIG Welding Polarity
Understanding and setting the correct polarity is fundamental to successful aluminium TIG welding. Using AC mode with the right balance ensures effective oxide removal, deep penetration, and high-quality welds. With practice, proper equipment setup, and attention to detail, you can achieve professional results on aluminium. Remember, mastering polarity is just one step towards becoming a skilled aluminium TIG welder, but it’s a crucial one that will significantly improve your weld quality and consistency.
Frequently Asked Questions
What is the ideal AC frequency for aluminium TIG welding?
Typically, an AC frequency of 80-120Hz provides a stable arc and better control, especially on thin or precise welds.
Can I switch between DC and AC during a weld?
Most welders do not support switching during a single weld. For aluminium, it’s best to set the machine to AC mode from the start.
Why is my aluminium weld porosity-prone?
Porosity often results from oxide contamination, improper settings, or insufficient cleaning. Using AC with proper balance helps prevent this.
How important is pre-cleaning aluminium before welding?
Very important. Pre-cleaning with a wire brush or chemical cleaner removes surface contaminants and oxide, improving weld quality.
Can I weld aluminium thicker than 1/4 inch with TIG?
Yes, but you may need higher amperage and multiple passes. Proper polarity and settings are essential for deep, strong welds on thicker material.