
This guide breaks down the differences between flux core welding vs MIG welding, helping you choose the right technique for your needs. You’ll learn setup, pros and cons, and real-world applications.
Key Takeaways
- Flux core welding uses a tubular wire with flux inside that creates its own shielding gas, making it ideal for outdoor use and windy conditions.
- MIG welding uses solid wire and external shielding gas (like argon or CO2), producing cleaner, smoother welds with less spatter.
- Flux core is more portable and forgiving for beginners working on thicker materials or in less-than-ideal environments.
- MIG welding offers better control and finish but requires a gas cylinder and works best indoors with clean materials.
- Both processes use similar equipment, but flux core can often be done with a no-gas MIG welder, saving money upfront.
- Maintenance and cleanup differ—flux core leaves slag that must be chipped off, while MIG produces minimal residue.
- Choose based on project type: flux core for structural work or outdoor repairs; MIG for precision and thin materials.
Introduction: Choosing the Right Welding Method
If you’re new to welding or looking to expand your skills, you’ve likely come across the terms “flux core welding” and “MIG welding.” While they may seem similar—and they do share some equipment—they’re actually two different processes with unique strengths. Understanding the differences between flux core welding vs MIG welding can save you time, money, and frustration.
In this guide, we’ll walk you through everything you need to know. You’ll learn how each process works, what equipment you’ll need, the pros and cons of each, and how to decide which one is right for your next project. Whether you’re fixing a fence, building a trailer, or working on automotive repairs, this guide will help you weld with confidence.
What Is MIG Welding?
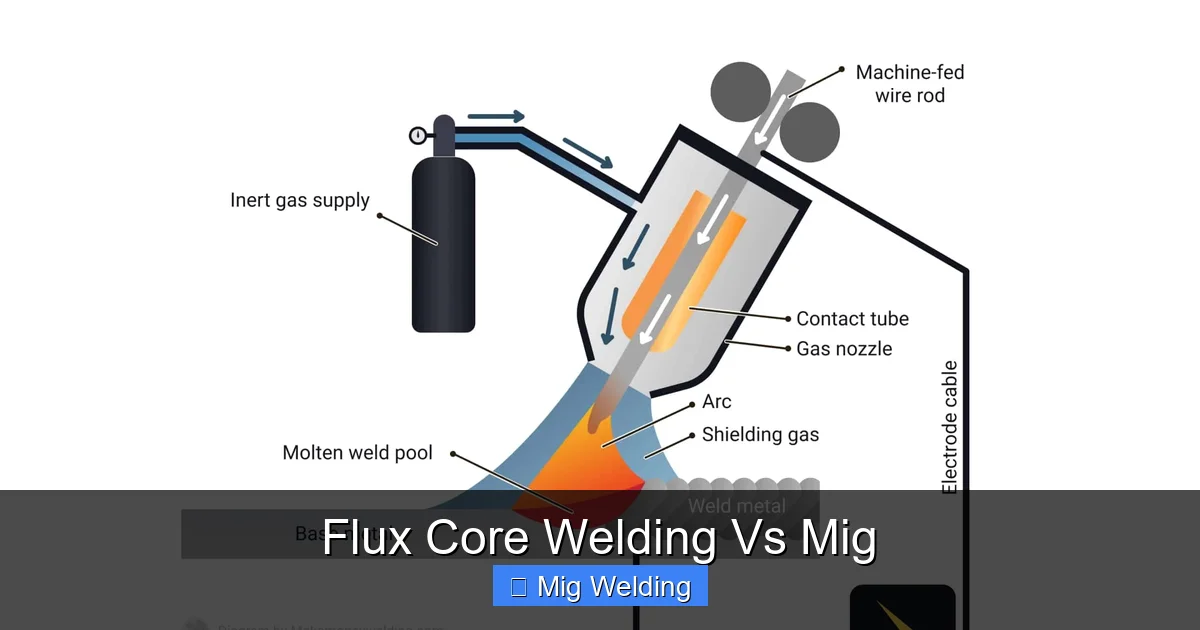
MIG stands for Metal Inert Gas welding, though it’s technically called Gas Metal Arc Welding (GMAW). It uses a solid wire electrode fed through a welding gun. As the wire melts, it joins the base metals. But here’s the key: MIG welding requires an external shielding gas—usually a mix of argon and CO2—to protect the weld pool from contamination.
How MIG Welding Works
- A spool of solid wire is fed automatically through the gun.
- When you pull the trigger, the wire feeds, electricity flows, and the arc starts.
- At the same time, shielding gas flows from a connected cylinder through the gun nozzle.
- The gas surrounds the weld, preventing oxygen and nitrogen from ruining the bead.
Best Uses for MIG Welding
MIG is excellent for:
- Thin to medium-thickness metals (like auto body panels)
- Indoor projects where wind won’t blow away the gas
- Clean, rust-free materials
- Projects requiring a smooth, professional finish
What Is Flux Core Welding?
Flux core welding uses a tubular wire filled with flux—a chemical compound that produces its own shielding gas when burned. This means you don’t need an external gas supply. There are two types: self-shielded (no gas needed) and gas-shielded (uses gas like MIG, but with flux core wire).
How Flux Core Welding Works
- The flux core wire is fed through the gun just like MIG wire.
- When the arc starts, the flux burns and creates a protective gas cloud.
- This gas shields the weld from air, so it works well outdoors.
- The flux also forms slag, which covers the weld as it cools.
Best Uses for Flux Core Welding
Flux core shines in:
- Outdoor welding (wind doesn’t affect it)
- Rusty, dirty, or painted metals
- Thicker materials (like structural steel)
- Portable or remote job sites
Flux Core vs MIG: Side-by-Side Comparison
Let’s break it down clearly:
| Feature | Flux Core Welding | MIG Welding |
|---|---|---|
| Shielding | Flux inside wire creates gas | External gas cylinder required |
| Portability | High—no gas tank needed | Lower—requires gas cylinder |
| Wind Resistance | Excellent | Poor—gas blows away |
| Weld Appearance | Rougher, more spatter | Cleaner, smoother |
| Cleanup | Slag must be chipped off | Minimal cleanup |
| Material Thickness | Better for thick metals | Best for thin to medium |
| Skill Level | More forgiving for beginners | Requires more precision |
Step-by-Step: Setting Up for Flux Core Welding
Step 1: Choose the Right Welder
Many MIG welders can switch to flux core mode. Look for a machine labeled “MIG/Flux Core” or check the manual. You’ll need a spool gun or standard feeder that handles flux core wire.

Visual guide about Flux Core Welding Vs Mig
Image source: makemoneywelding.com
Visual guide about Flux Core Welding Vs Mig
Image source: makemoneywelding.com
Step 2: Install Flux Core Wire
- Open the wire feeder and remove any old wire.
- Insert the flux core spool (usually .030” or .035” diameter).
- Thread the wire through the liner and into the gun.
- Close the feeder and trim the wire tip.
Step 3: Adjust Settings
Set voltage and wire speed based on your material thickness. Start with the manufacturer’s chart. For 1/4” steel, try 18–20 volts and medium wire speed.
Step 4: Prepare the Metal
Clean the surface as much as possible. Flux core tolerates dirt better than MIG, but clean metal = stronger welds.
Step 5: Weld with Proper Technique
- Hold the gun at a 10–15 degree angle.
- Push the puddle (not pull) for better visibility.
- Move steadily—too slow = burn-through; too fast = weak weld.
Step-by-Step: Setting Up for MIG Welding
Step 1: Connect the Gas Cylinder
Attach the regulator to your argon/CO2 tank. Open the valve slowly and check for leaks with soapy water.
Step 2: Load Solid Wire
- Use ER70S-6 solid wire (common for mild steel).
- Thread it through the feeder and gun.
- Trim the end and ensure smooth feeding.
Step 3: Set Voltage and Wire Speed
Match settings to your material. For 18-gauge steel, start at 16 volts and low wire speed. Increase as needed.
Step 4: Clean the Metal Thoroughly
Grind or wire brush off rust, paint, or oil. MIG hates contamination.
Step 5: Weld with a Pulling Motion
- Tilt the gun 10–15 degrees.
- Pull the puddle toward you for better gas coverage.
- Keep a short arc length—about 1/4 inch.
Practical Tips for Better Welds
- Use the right polarity: Flux core usually runs on DCEN (direct current electrode negative). MIG uses DCEP (direct current electrode positive). Check your machine settings!
- Watch your travel speed: A consistent pace prevents undercut or excessive buildup.
- Practice on scrap metal: Both methods take practice. Don’t rush your first real project.
- Wear proper safety gear: Auto-darkening helmet, gloves, and flame-resistant clothing are a must.
- Ventilate your workspace: Welding fumes are dangerous. Use fans or work outdoors when possible.
Troubleshooting Common Issues
Flux Core Problems
- Excessive spatter: Too high voltage or wrong wire speed. Lower voltage slightly.
- Poor penetration: Increase voltage or slow down travel speed.
- Wire feeding issues: Check for kinks in the liner or worn drive rolls.
MIG Problems
- Porosity (holes in weld): Caused by dirty metal or insufficient gas flow. Clean metal and check gas connections.
- Burn-through: Common on thin metal. Reduce voltage or use a lower wire speed.
- Erratic arc: Could be dirty contact tip or wrong polarity. Replace tip and double-check settings.
Which Should You Choose?
The answer depends on your project and environment.
Choose flux core welding if:
- You’re working outside or in windy areas.
- Your materials are rusty or dirty.
- You want a portable setup without gas tanks.
- You’re welding thick steel (like farm equipment or trailers).
Choose MIG welding if:
- You’re indoors with clean, thin materials.
- You want a clean, professional-looking weld.
- You’re doing automotive or fabrication work.
- You don’t mind managing a gas cylinder.
Many welders own a MIG machine and use both methods—switching between solid wire and flux core depending on the job. This gives you the best of both worlds.
Conclusion: Making the Right Choice
Both flux core and MIG welding are powerful techniques with real-world applications. Flux core welding vs MIG welding isn’t about which is better—it’s about which is better for you.
If you value portability, outdoor performance, and toughness on dirty metal, flux core is your go-to. If you prioritize clean finishes, precision, and indoor work, MIG is the way to go.
The good news? Many modern welders support both. Start with one, master it, and expand your skills over time. With practice, you’ll know exactly which method to reach for—no matter the project.