
Mastering aluminum TIG welding settings is key to achieving strong, clean welds. This comprehensive chart provides essential parameters like amperage, voltage, and filler rod size to guide both beginners and pros. Whether you’re welding thin sheets or thick aluminum, understanding the right settings makes all the difference. Keep reading for practical tips and detailed guidance.
Key Takeaways
- Proper amperage selection: Adjust amperage based on material thickness for optimal penetration and minimal burn-through.
- Voltage control: Maintaining consistent voltage ensures stable arcs and clean welds, especially important for aluminum.
- Filler rod choice: Use appropriate filler rod sizes and types to match the aluminum alloy and thickness.
- Shielding gas setting: Pure argon or helium-argon mixes provide better arc stability and weld quality on aluminum.
- Technique tips: Proper torch angle, consistency, and cleaning are vital for high-quality aluminum TIG welds.
- Practice makes perfect: Experiment with settings on scrap material before welding your project for best results.
Quick Answers to Common Questions
Question 1?
What is the ideal amperage range for welding 1/8 inch aluminum?
Typically, 60-150 amps is suitable for 1/8 inch aluminum, depending on the specific project and welder capabilities.
Question 2?
What type of shielding gas is best for aluminum TIG welding?
Pure argon is the most common and effective shielding gas for aluminum TIG welding, providing good arc stability and weld quality.
Question 3?
How do I know which filler rod to use for aluminum?
Choose filler rods like 4043 for easier welding and smooth finishes, or 5356 for stronger, more corrosion-resistant welds, based on your application.
Question 4?
What should the gas flow rate be during aluminum TIG welding?
Typically, 15-20 CFH of pure argon provides a stable shield; adjust based on your setup and conditions.
Question 5?
How important is cleaning aluminum before welding?
Very important! Proper cleaning removes oxidation and contaminants, ensuring a clean, strong weld with minimal porosity.
📑 Table of Contents
Introduction to Aluminum TIG Welding
Aluminum TIG welding, also known as Tungsten Inert Gas welding, is a highly precise and clean welding method. It’s favored for its ability to produce strong, aesthetically pleasing welds on aluminum and other non-ferrous metals. But to get the best results, knowing the right settings is crucial.
Unlike steel, aluminum has unique properties—such as high thermal conductivity and a tendency to oxidize—that make it more challenging to weld. Properly setting your TIG welder ensures good penetration, minimal porosity, and a smooth weld surface. Whether you’re a hobbyist or a professional, understanding your aluminum TIG welding settings chart is essential for success.
Understanding the Basic TIG Welding Settings for Aluminum
Amperage (Current)
Amperage controls the heat delivered to the workpiece. For aluminum, the amperage must match the material’s thickness. Too low, and the weld won’t penetrate properly; too high, and the aluminum can burn through.
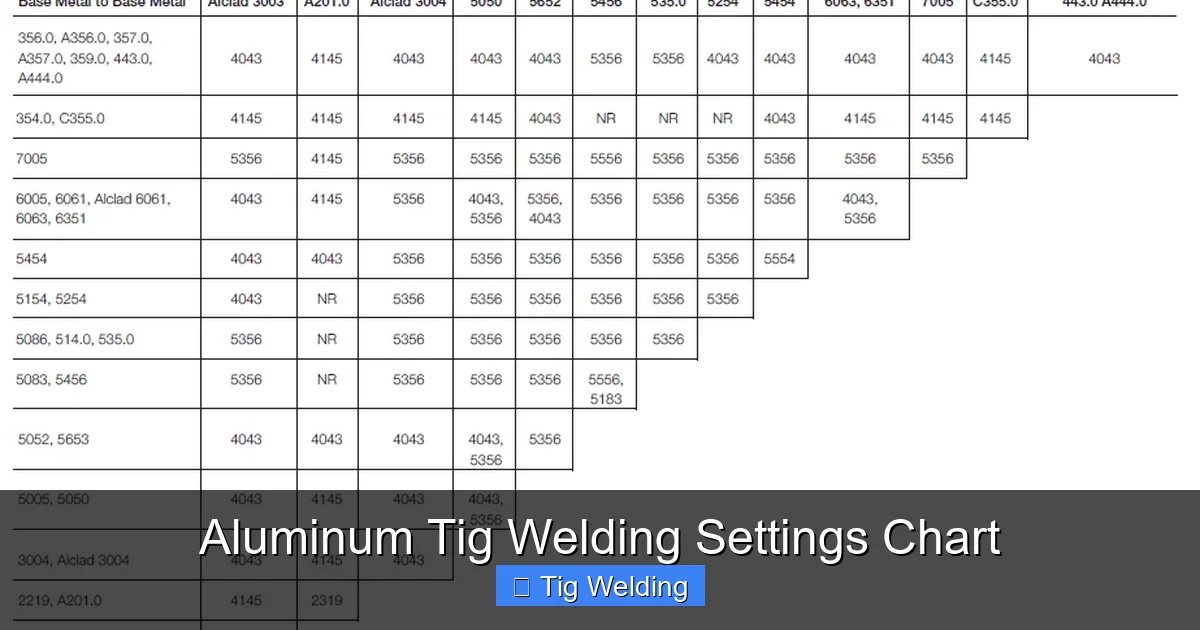
Visual guide about Aluminum Tig Welding Settings Chart
Image source: weldinganswers.com
- Thin Aluminum (up to 1/8 inch): 20-60 amps
- Moderate Thickness (1/8 to 1/4 inch): 60-150 amps
- Thick Aluminum (over 1/4 inch): 150-250 amps or more
Always start on the lower end of the range and increase gradually to avoid overheating or warping.
Voltage and Arc Control
Voltage in TIG welding stabilizes the arc. For aluminum, maintaining a steady voltage helps produce a consistent weld bead. Typical voltage ranges from 10 to 15 volts, depending on the amperage and torch distance.
- Maintain a short arc length: About the diameter of the tungsten electrode, for better control.
- Use a foot pedal or remote amperage control: To adjust current on the fly during welding.
Choosing the Right Filler Rod and Gas Settings
Filler Rod Selection
Filler rod size depends on the material thickness and the welding position. Common aluminum filler rods include 4043 and 5356 alloys.
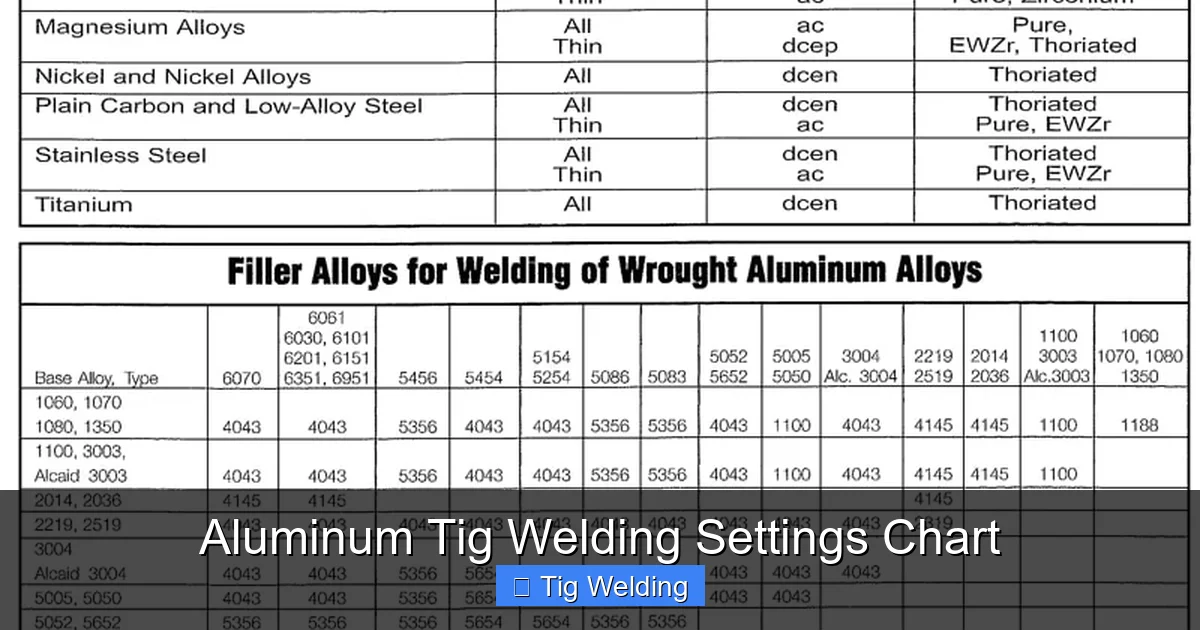
Visual guide about Aluminum Tig Welding Settings Chart
Image source: ilmoproducts.com
- 4043 Filler: Easier to weld, good for thin materials, provides a smooth finish.
- 5356 Filler: Stronger, more corrosion-resistant, suitable for structural applications.
Filler rod diameter typically ranges from 1/16 to 3/32 inch. Thinner rods for thin sheets, thicker for thicker materials.
Shielding Gas and Flow Rate
Pure argon is the most common shielding gas for aluminum TIG welding. Helium-argon mixes can improve heat input and weld bead appearance but are more expensive.
- Flow rate: Usually 15-20 CFH (cubic feet per hour). Too high can cause turbulence; too low can lead to contamination.
- Gas purity: Use high-purity argon (99.998%) for best results.
Practical Aluminum TIG Welding Settings Chart
Here’s a practical guide to help you set your TIG welder based on aluminum thickness and project needs:
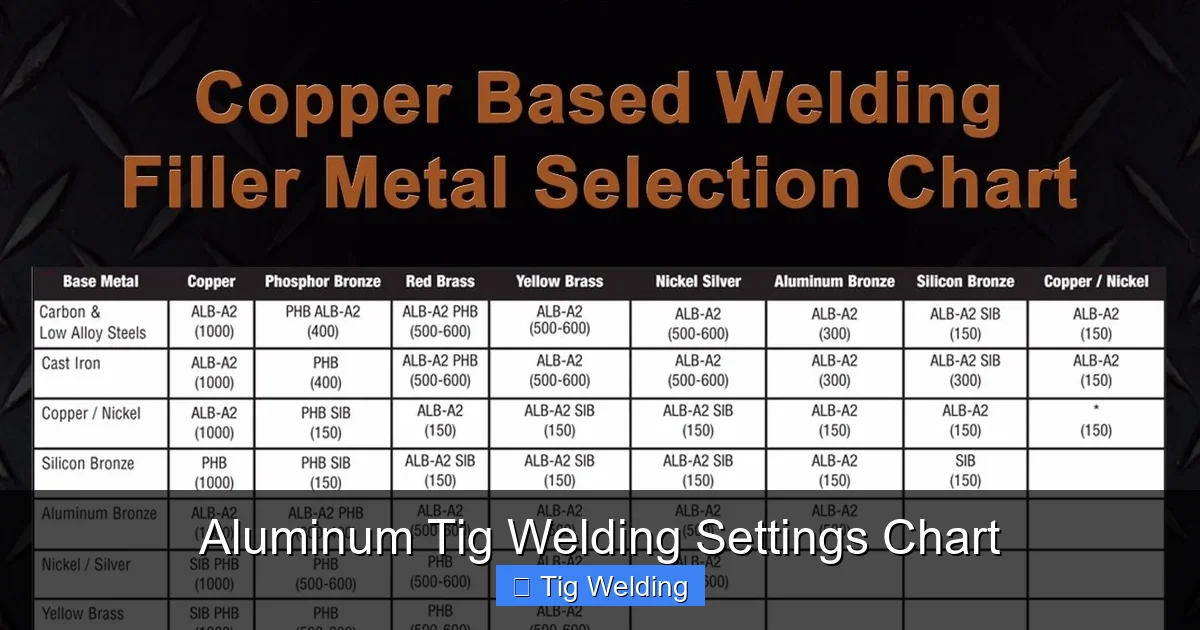
Visual guide about Aluminum Tig Welding Settings Chart
Image source: i.pinimg.com
- Thickness: 1/16 inch (1.6mm)
- Amperage: 20-40A
- Voltage: 10-12V
- Filler: 1/16″ 4043
- Gas: Pure argon, 15 CFH
- Thickness: 1/8 inch (3.2mm)
- Amperage: 40-80A
- Voltage: 12-14V
- Filler: 1/16″ or 3/32″ 4043 or 5356
- Gas: Pure argon, 15-20 CFH
- Thickness: 1/4 inch (6.4mm)
- Amperage: 80-150A
- Voltage: 14-15V
- Filler: 3/32″ 5356
- Gas: Pure argon, 20 CFH
Adjust these settings based on your specific welder, torch setup, and the aluminum grade. Practice on scrap pieces to fine-tune your parameters.
Tips for Achieving Perfect Aluminum TIG Welds
Preparation is Key
Always clean your aluminum before welding. Use a stainless steel brush dedicated to aluminum to remove oxidation. Ensure the surface is free of oil, dirt, and paint.
Control Your Torch Angle
Hold the torch at about 70-80°, pointing into the weld. Keep a steady hand and consistent distance from the workpiece to prevent irregular welds.
Use Proper Technique
Maintain a steady arc length—about the diameter of the tungsten. Use a weaving technique for wider beads and focus on steady, smooth motion.
Practice on Test Pieces
Before tackling your main project, practice on scrap aluminum to dial in your settings and technique. This helps prevent costly mistakes and improves your skill.
Conclusion
Mastering aluminum TIG welding settings chart is a game-changer for producing strong, clean welds. By understanding the right amperage, voltage, filler rod choice, and shielding gas, you can significantly improve your weld quality. Remember, practice and preparation are key. With patience and the right settings, you’ll weld aluminum like a pro in no time!
Frequently Asked Questions
What is the typical amperage for TIG welding thin aluminum sheets?
For thin sheets up to 1/16 inch, use 20-40 amps. Keep the current low to prevent burn-through and achieve smooth welds.
How does the choice of filler rod affect weld quality on aluminum?
The filler rod type and size influence weld strength, appearance, and corrosion resistance. Use 4043 for smooth finishes and 5356 for structural strength.
Can I use the same settings for all aluminum alloys?
No, different alloys have varying melting points and properties. Adjust your settings accordingly and test on scrap pieces first.
Why is shielding gas important in aluminum TIG welding?
Shielding gas protects the weld from oxidation and contamination. Proper flow and high purity argon ensure a strong, clean weld bead.
What common mistakes should I avoid when TIG welding aluminum?
Avoid contaminated or dirty aluminum, excessive heat, and inconsistent torch angles. Proper prep, technique, and settings prevent these issues.