
In this guide, you’ll learn the essentials of aluminum MIG welding polarity. We’ll cover how to set your welder, the correct polarity for aluminum, and practical tips to ensure strong, clean welds. Whether you’re a beginner or looking to refine your skills, this guide will help you master aluminum MIG welding polarity with confidence.
Key Takeaways
- Understanding Polarity: Aluminum MIG welding typically requires specific polarity settings to ensure proper weld quality.
- Electrode and Work Connection: Correctly connecting the electrode and work clamp is vital for optimal welding results.
- DC vs. AC Welding: Aluminum MIG welding often uses DC with a spool gun, but some setups utilize AC for certain alloys.
- Polarity Settings: For aluminum, straight polarity (DC Electrode Negative) is generally preferred for better penetration and weld quality.
- Practical Tips: Use appropriate shielding gas, maintain a clean work surface, and practice proper torch handling for the best results.
- Troubleshooting: Address common issues like porosity, poor penetration, or excessive spatter by adjusting polarity, wire feed, and gas flow.
Introduction
If you’re diving into aluminum MIG welding, understanding the correct polarity is essential. Unlike steel welding, aluminum requires specific settings to get clean, strong welds. In this guide, we’ll explain what aluminum MIG welding polarity is, how to set it up, and share practical tips to make your welding process smooth and successful.
What is MIG Welding Polarity?
Polarity in MIG welding refers to the electrical connection between the welding machine, the electrode (wire), and the workpiece. It determines how the electrical current flows during welding. Proper polarity ensures the heat is directed correctly to produce quality welds and prevent issues like porosity or poor fusion.
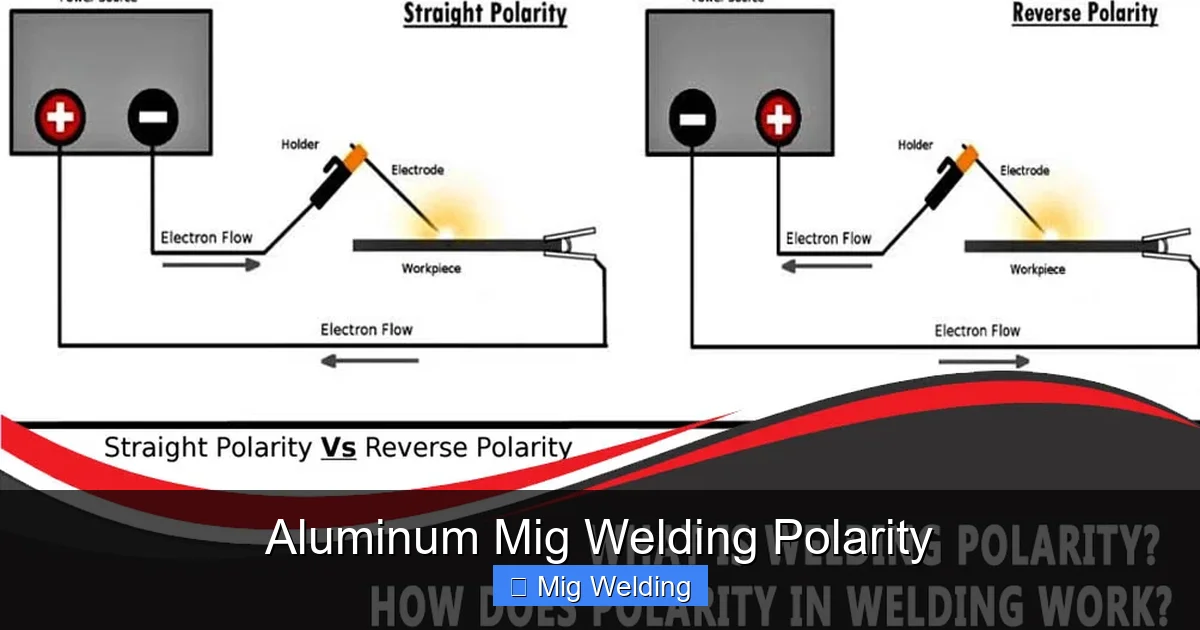
Visual guide about Aluminum Mig Welding Polarity
Image source: perfectwelders.com
In MIG welding, you typically have two main polarity options: Direct Current Electrode Negative (DCEN or straight polarity) and Direct Current Electrode Positive (DCEP or reverse polarity). The choice impacts the weld’s appearance, penetration, and overall quality.
Why Polarity Matters in Aluminum MIG Welding
Aluminum is a highly reactive metal that forms a thin oxide layer. Proper polarity helps break this oxide and ensures good fusion between the wire and the base metal. Using the wrong polarity can lead to problems like uneven welds, porosity, or weak joints.

Visual guide about Aluminum Mig Welding Polarity
Image source: theweldguru.com
For most aluminum MIG welding applications, straight polarity (DCEN) is preferred because it provides better penetration and reduces the risk of burn-through on thin materials. However, some situations may call for reverse polarity or AC, especially when welding different aluminum alloys or thicker materials.
Setting Up Your Welder for Aluminum MIG Welding
1. Choose the Right Equipment
Aluminum MIG welding typically requires a spool gun or a push-pull gun system to feed soft aluminum wire smoothly. Make sure your welder supports aluminum welding and has adjustable polarity settings.
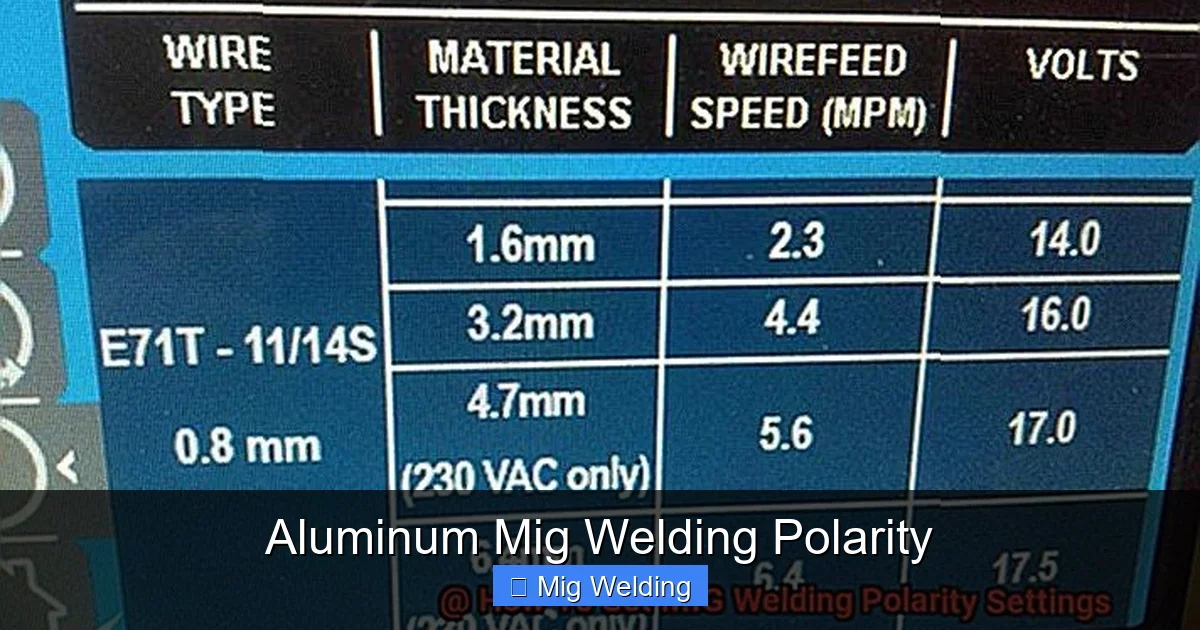
Visual guide about Aluminum Mig Welding Polarity
Image source: theweldguru.com
Use a dedicated aluminum wire spool, usually 4043 or 5356 alloy, depending on your application. These wires are compatible with most aluminum MIG welding setups.
2. Connect the Electrode and Work Clamp Correctly
- Electrode (Gun) Connection: Connect the spool gun or MIG torch to the positive terminal if you are using straight polarity (DCEN).
- Work Clamp: Attach the ground clamp to the workpiece, ensuring a clean, solid connection.
Properly connecting these components ensures correct current flow and stable arc during welding.
3. Set the Polarity
Most aluminum MIG welding setups for thin materials use DCEN (straight polarity). To set this:
- Switch your power source to DC mode if it’s adjustable.
- Set the polarity to electrode negative (DCEN), which means the electrode (wire) is connected to the negative terminal and the workpiece to the positive terminal.
Check your welder’s manual to confirm how to change polarity settings. If your machine defaults to DCEP, switch to DCEN for aluminum welding.
4. Adjust Your Welding Parameters
- Voltage and Wire Feed Speed: Start with manufacturer recommendations for aluminum and fine-tune based on your material thickness and wire diameter.
- Shielding Gas: Use 100% argon or a mix of argon and helium for better arc stability and weld quality.
Consistent gas flow (around 20-30 CFM) helps prevent porosity and contamination.
Practical Tips for Welding Aluminum with Correct Polarity
- Keep the Work Area Clean: Remove dirt, oil, and oxide layers before welding.
- Use Proper Filler Wire: Match the wire alloy to your base metal for optimal results.
- Maintain a Steady Travel Speed: Moving too fast or slow can affect weld quality.
- Practice Good Torch Technique: Keep the gun at a consistent angle and distance (about 1/4 inch) from the workpiece.
Common Troubleshooting Tips
- Poor Penetration: Check your voltage and ensure your polarity is set to DCEN. Increase voltage slightly if needed.
- Porosity or Holes in Weld: Confirm gas coverage is adequate. Check for leaks or drafts.
- Excess Spatter: Reduce wire feed speed or increase shielding gas flow.
- Weld Bead Not Smooth: Adjust travel speed and ensure proper torch angle.
Conclusion
Mastering aluminum MIG welding polarity is key to producing strong, clean welds. Remember to set your welder to DCEN for most aluminum applications, connect your equipment properly, and fine-tune your settings based on material thickness and wire type. With practice and attention to detail, you’ll be welding aluminum like a pro in no time!
Additional Tips
- Always wear appropriate safety gear, including a welding helmet, gloves, and protective clothing.
- Practice on scrap pieces before working on your main project.
- Regularly inspect and maintain your welding equipment for consistent performance.