

This guide reveals which metal cannot be welded in MIG welding and explains the science behind weld failure. You’ll learn about material compatibility, preparation tips, and safer welding alternatives.
Key Takeaways
- Cast iron cannot be reliably welded with MIG welding due to its high carbon content and brittleness, leading to cracks and weak joints.
- Aluminum requires special equipment and wire—standard MIG setups often fail without a spool gun or push-pull system.
- Galvanized steel poses health risks when MIG welded without proper ventilation due to toxic zinc fumes.
- Dirty or contaminated metals lead to poor welds—always clean surfaces before welding.
- Thin or heat-sensitive metals like magnesium can warp or burn through under standard MIG heat.
- Preheating and post-weld cooling are essential for hard-to-weld metals like cast iron or high-carbon steel.
- Choosing the right filler wire and shielding gas improves weld quality and reduces defects.
Which Metal Cannot Be Welded in MIG Welding? A Complete Guide
If you’re new to MIG welding or looking to expand your skills, you might wonder: Which metal cannot be welded in MIG welding? The short answer is that while MIG welding is versatile and works well with many metals, not all materials are suitable—especially without special techniques or equipment. In this guide, you’ll learn exactly which metals are problematic, why they fail, and how to work around these limitations safely and effectively.
MIG (Metal Inert Gas) welding, also known as GMAW (Gas Metal Arc Welding), is popular for its speed, ease of use, and clean results. It’s commonly used on steel, stainless steel, and aluminum in automotive, fabrication, and home projects. But when it comes to certain metals, MIG welding can lead to cracks, weak joints, or even safety hazards. Understanding these limitations helps you avoid costly mistakes and ensures strong, lasting welds.
Why Some Metals Don’t Work Well with MIG Welding

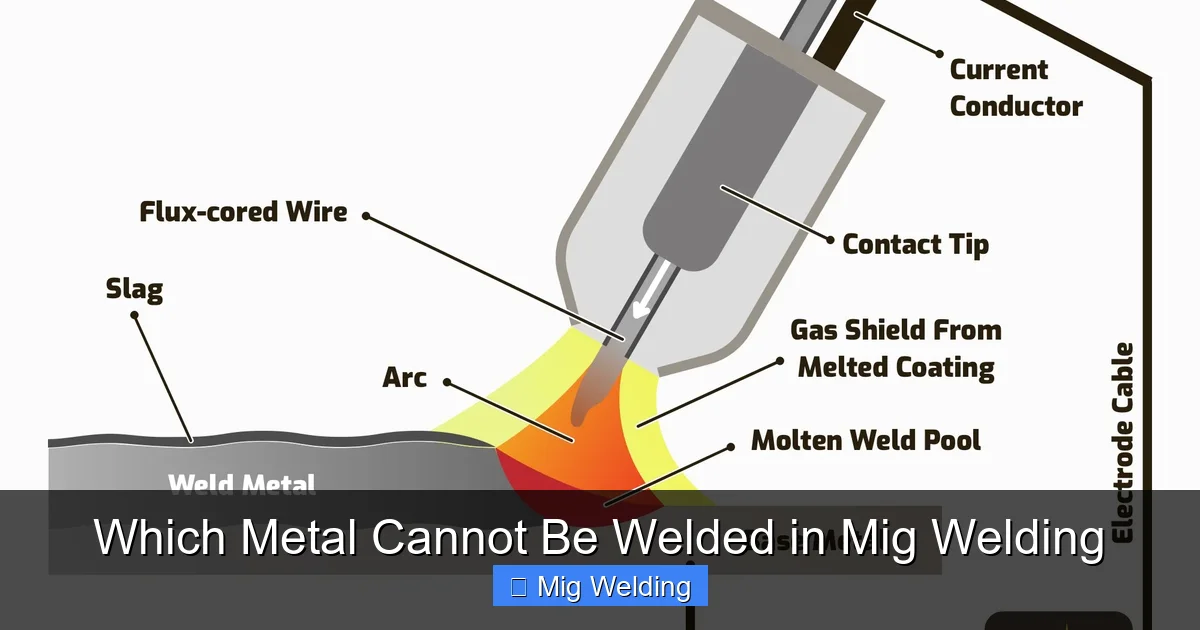
Visual guide about Which Metal Cannot Be Welded in Mig Welding
Image source: i.ytimg.com
Not every metal is created equal when it comes to welding. The success of a MIG weld depends on factors like thermal conductivity, melting point, carbon content, and surface condition. Some metals react poorly to the high heat and rapid cooling of MIG welding, leading to structural weaknesses.
For example, metals with high carbon content tend to harden and crack when cooled quickly. Others, like galvanized steel, release dangerous fumes when heated. And some, such as aluminum, require precise control of heat and wire feed that standard MIG welders may not provide.
Let’s break down the metals that are difficult or unsafe to weld with MIG—and why.
Cast Iron: The Most Challenging Metal for MIG Welding
Visual guide about Which Metal Cannot Be Welded in Mig Welding
Image source: weldguru.com
Why Cast Iron Fails in MIG Welding
Cast iron is one of the most problematic metals for MIG welding. It contains 2–4% carbon, which makes it extremely hard and brittle. When MIG welding applies intense heat, the rapid cooling causes the weld zone to contract quickly. This creates high stress, leading to cracks in both the weld and the base metal.
Even experienced welders struggle with cast iron using MIG. The heat-affected zone (HAZ) becomes extremely hard and prone to fracture. Without proper preheating and slow cooling, the weld will likely fail under stress.
Better Alternatives for Welding Cast Iron
Instead of MIG, consider using stick welding (SMAW) with nickel-based electrodes. These rods are designed for cast iron and allow for slower cooling. Another option is oxy-acetylene welding, which gives better heat control.
If you must use MIG, preheat the cast iron to 500–1000°F (260–540°C) and use a nickel-alloy MIG wire. Always allow the part to cool slowly—ideally in an insulated blanket—to reduce cracking.
Aluminum: Possible, But Not with Standard MIG Setup
Challenges with Aluminum in MIG Welding
Aluminum can be welded with MIG, but not with a basic machine. The main issues are its high thermal conductivity and oxide layer. Aluminum conducts heat away from the weld pool quickly, making it hard to maintain a stable arc. Plus, the surface oxide melts at a higher temperature than the base metal, leading to poor fusion.
Standard steel MIG wires and contact tips will not work. You’ll need a spool gun or push-pull system to feed soft aluminum wire smoothly. Also, use 100% argon shielding gas and clean the metal thoroughly with a stainless steel brush.
Tips for Successful Aluminum MIG Welding
– Use aluminum-specific MIG wire (like ER4043 or ER5356).
– Clean the surface with acetone and a dedicated brush.
– Preheat thick aluminum parts to reduce thermal shock.
– Adjust voltage and wire speed carefully—aluminum requires lower settings than steel.
Without these adjustments, your aluminum welds will be weak, porous, or incomplete.
Galvanized Steel: A Health Hazard in MIG Welding
The Danger of Zinc Fumes
Galvanized steel is coated with zinc to prevent rust. When MIG welded, the zinc coating vaporizes and releases toxic fumes. Inhaling these fumes can cause “metal fume fever”—a condition with flu-like symptoms such as fever, chills, and nausea.
Even with proper ventilation, welding galvanized steel is risky. The fumes can accumulate quickly in enclosed spaces.
How to Weld Galvanized Steel Safely
If you must weld galvanized steel, remove the zinc coating from the weld area using a grinder or chemical stripper. This reduces fume exposure. Always wear a respirator with an organic vapor cartridge and work in a well-ventilated area or use fume extraction.
Alternatively, consider using a different welding method like TIG, which allows better control and lower heat input, reducing fume production.
Magnesium: Too Reactive for Standard MIG
Why Magnesium Is Problematic
Magnesium is lightweight and strong, but it’s highly reactive and flammable. When exposed to high heat, it can ignite or oxidize rapidly. MIG welding generates intense heat and sparks, increasing the risk of fire.
Additionally, magnesium has a low melting point and high thermal conductivity. This makes it prone to warping, burn-through, and porosity in the weld.
Safer Welding Methods for Magnesium
TIG welding is the preferred method for magnesium because it offers precise heat control and a cleaner arc. Always use pure argon shielding gas and keep the metal clean. Avoid MIG unless you have specialized equipment and experience.
High-Carbon Steel: Prone to Cracking
The Risk of Hardening and Cracking
High-carbon steels (like those used in tools and springs) contain more than 0.3% carbon. When MIG welded, they harden in the heat-affected zone and become brittle. Rapid cooling causes cracks, especially under stress.
How to Weld High-Carbon Steel Safely
Preheat the metal to 300–500°F (150–260°C) before welding. Use low-hydrogen filler wires and allow slow cooling. Peening (light hammering) the weld while it cools can also reduce stress.
Avoid MIG for critical high-carbon steel joints. Stick or TIG welding with proper preheat is often a better choice.
Troubleshooting Common MIG Welding Problems
Even with compatible metals, MIG welding can go wrong. Here’s how to fix common issues:
Porosity (Air Pockets in the Weld)
Caused by contamination, moisture, or poor gas coverage.
Solution: Clean the metal, check gas flow (15–25 CFH), and ensure the nozzle is clear.
Undercutting (Grooves Along the Weld Edge)
Often due to high voltage or fast travel speed.
Solution: Reduce voltage, slow down, and angle the gun slightly.
Burn-Through (Holes in Thin Metal)
Too much heat on thin materials.
Solution: Use lower voltage, shorter wire stick-out, and a backing bar.
Poor Penetration
Insufficient heat or wrong wire size.
Solution: Increase voltage, use a larger wire, or adjust travel speed.
Best Practices for Safe and Effective MIG Welding
To get the best results and avoid welding the wrong metals:
– Know your material: Check the metal type before welding.
– Clean thoroughly: Remove rust, paint, oil, and coatings.
– Use the right wire and gas: Match them to the base metal.
– Preheat when needed: Especially for thick or high-carbon metals.
– Wear proper PPE: Helmet, gloves, respirator, and flame-resistant clothing.
– Work in a ventilated area: Especially with galvanized or coated metals.
Conclusion
So, which metal cannot be welded in MIG welding? While MIG welding is powerful and versatile, it’s not suitable for every metal. Cast iron is the most challenging due to cracking, and magnesium is too reactive for standard setups. Aluminum and galvanized steel require special precautions, and high-carbon steel needs preheating to avoid failure.
The key is understanding material properties and adjusting your technique accordingly. When in doubt, choose a different welding method or consult a professional. With the right knowledge and tools, you can weld safely and successfully—even on tricky metals.