

This guide walks you through everything you need to know about using C25 gas for MIG welding, including setup, best practices, and common issues. Whether you’re a beginner or experienced welder, you’ll learn how to achieve smooth, spatter-free welds on mild steel with confidence.
Key Takeaways
- C25 gas is a 75% argon / 25% CO₂ mix ideal for MIG welding mild steel, offering a balance of arc stability and penetration.
- Proper regulator and flow rate setup (15–20 CFH) ensures consistent shielding and prevents porosity.
- Use C25 with solid wire (ER70S-6) for best results on steel; avoid it for aluminum or stainless steel.
- Clean base metal is essential—remove rust, oil, and paint to prevent weld defects.
- Adjust voltage and wire speed based on material thickness for smooth, spatter-free welds.
- Store gas cylinders upright and secure to maintain safety and gas integrity.
- Troubleshoot common issues like porosity or excessive spatter by checking gas flow, nozzle condition, and joint cleanliness.
What Is C25 Gas and Why Use It for MIG Welding?
If you’re working with mild steel, chances are you’ve heard of C25 gas. But what exactly is it, and why is it so popular among MIG welders? C25 is a shielding gas blend made of 75% argon and 25% carbon dioxide (CO₂). This combination gives you the best of both worlds: the smooth arc characteristics of argon and the deep penetration of CO₂.
Unlike pure CO₂, which can cause more spatter and a rougher arc, C25 offers a stable, controllable weld pool. It’s perfect for hobbyists and professionals alike because it produces clean, strong welds with minimal cleanup. Whether you’re fixing a trailer, building a fence, or fabricating metal furniture, C25 gas helps you get the job done efficiently.
When to Use C25 Gas
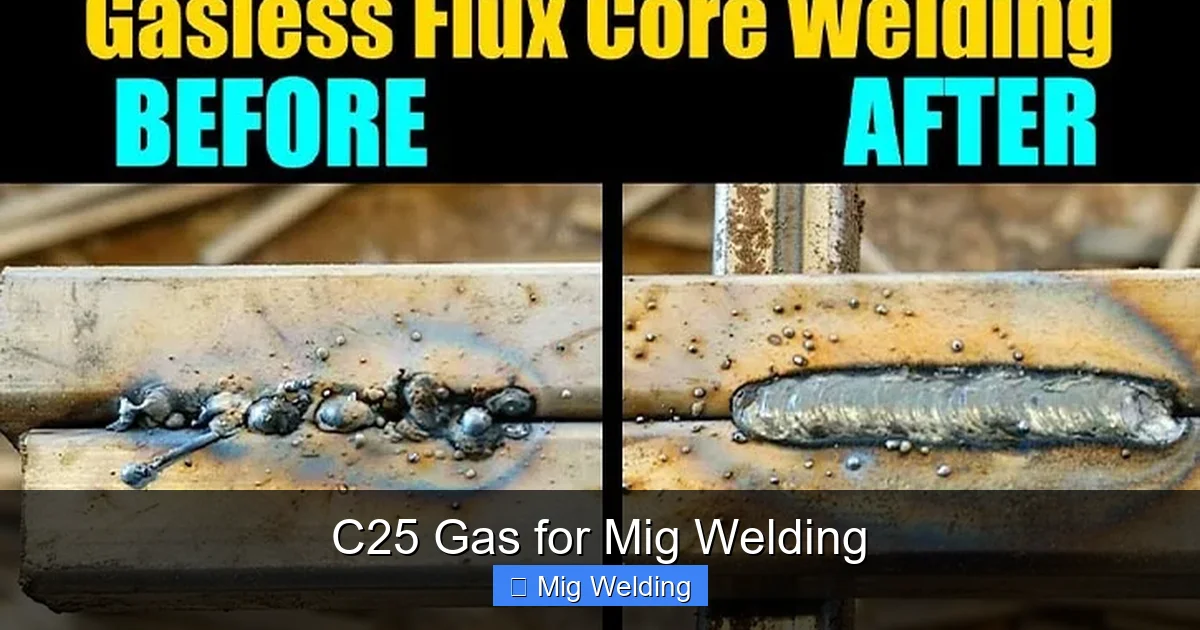
Visual guide about C25 Gas for Mig Welding
Image source: thetoolreviews.com
C25 gas is best suited for MIG welding carbon steel—think car bodies, farm equipment, or structural frames. It works great on materials ranging from thin sheet metal (18 gauge) to thicker plates up to 1/2 inch. However, it’s not ideal for aluminum (use 100% argon) or stainless steel (which often requires tri-mix gases).
One of the biggest advantages of C25 is its versatility. It handles both short-circuit and spray transfer modes, making it adaptable to different welding techniques and positions. If you’re welding in tight spaces or overhead, C25’s stable arc helps maintain control.
Setting Up Your MIG Welder for C25 Gas

Visual guide about C25 Gas for Mig Welding
Image source: welditu.com
Getting your equipment ready is the first step to a successful weld. Here’s how to set up your MIG welder for C25 gas:
Step 1: Choose the Right Wire
Use solid steel wire, typically ER70S-6, which pairs perfectly with C25 gas. This wire delivers strong, ductile welds and resists cracking. Avoid flux-cored wire unless you’re welding outdoors—C25 is designed for solid wire only.
Step 2: Install the Gas Cylinder
Place your C25 gas cylinder upright in a secure stand or cart. Never lay it on its side—this can damage the valve and affect gas flow. Connect the regulator to the cylinder valve and tighten it by hand, then use a wrench for a snug fit. Open the cylinder valve slowly to avoid pressure surges.
Step 3: Set the Regulator and Flow Rate
Attach the gas hose to the regulator and your MIG welder. Set the flow rate between 15 and 20 cubic feet per hour (CFH). Too little gas leads to porosity; too much wastes gas and can disturb the weld pool. Use a flowmeter if your regulator doesn’t have one built-in.
Step 4: Check for Leaks
Spray soapy water around all connections. If bubbles form, tighten the fittings or replace damaged parts. A leak not only wastes gas but also compromises weld quality.
Preparing the Metal for Welding
Even the best gas and machine won’t save a dirty weld. Proper prep is crucial:
Clean the Base Metal
Use a wire brush or grinder to remove rust, mill scale, oil, grease, and paint. Wipe the area with acetone or a degreaser if needed. Contaminants trap gas bubbles, leading to porosity and weak welds.
Fit-Up and Clamping
Ensure tight fit-up between pieces. Gaps larger than 1/16 inch can cause burn-through or lack of fusion. Use clamps or magnets to hold parts steady. For butt joints, leave a small root gap (about 1/16 inch) to allow full penetration.
Welding Techniques with C25 Gas
Now that everything’s set up, it’s time to weld. Follow these tips for smooth, professional results:
Adjust Voltage and Wire Speed
Start with your welder’s recommended settings for the material thickness. For example:
– 18-gauge steel: 18–20 volts, 150–180 IPM wire speed
– 1/8-inch steel: 20–22 volts, 200–240 IPM
– 1/4-inch steel: 22–24 volts, 250–300 IPM
Fine-tune as you go. If the weld looks too flat or cold, increase voltage. If it’s too tall or ropey, reduce it.
Maintain Proper Gun Angle and Travel Speed
Hold the MIG gun at a 10–15 degree push angle (pointing in the direction of travel). This helps the gas shield the weld pool effectively. Move steadily—too slow causes burn-through; too fast leads to lack of fusion.
Use the Right Technique for the Joint
– For butt joints: Use a straight bead or slight weave for thicker materials.
– For lap joints: Weld from the top plate into the bottom one.
– For T-joints: Use a triangular weave to fill the corner evenly.
Troubleshooting Common C25 Welding Problems
Even with the right setup, issues can arise. Here’s how to fix them:
Porosity (Pinholes in the Weld)
Caused by trapped gas, usually due to:
– Low gas flow or leaks
– Dirty base metal
– Wind or drafts blowing away the shield
Fix it by checking gas connections, increasing flow slightly, and welding in a sheltered area.
Excessive Spatter
Small blobs of metal sticking to the workpiece. Common causes:
– Too high voltage or wire speed
– Dirty wire or contact tip
– Incorrect gun angle
Reduce voltage, clean the contact tip, and maintain a consistent 1–1.5 inch stick-out.
Weld Looks Cold or Incomplete
This means lack of fusion. Check:
– Wire speed too low
– Travel speed too fast
– Poor fit-up
Increase wire speed slightly and slow down your travel speed.
Burn-Through on Thin Metal
Common on sheet metal. Solutions:
– Reduce voltage and wire speed
– Use a lower amperage setting
– Add a backing bar or copper heat sink
Safety Tips When Using C25 Gas
Safety should always come first. Here’s how to stay protected:
Ventilation
CO₂ can displace oxygen in confined spaces. Always weld in a well-ventilated area or use an exhaust fan.
Eye and Skin Protection
Wear a welding helmet with the correct shade (at least #10), gloves, and flame-resistant clothing. UV rays can damage eyes and skin even from reflections.
Handle Gas Cylinders Carefully
Never drop or roll cylinders. Secure them during transport and storage. Keep them away from heat sources and electrical circuits.
Storing and Maintaining Your C25 Gas Setup
Proper care extends the life of your equipment and ensures consistent performance:
Store Cylinders Properly
Keep them in a cool, dry place, upright and chained or strapped. Avoid direct sunlight and temperatures above 125°F.
Inspect Equipment Regularly
Check hoses for cracks, regulators for damage, and nozzles for spatter buildup. Clean the gas nozzle with a nozzle cleaning tool or compressed air.
Monitor Gas Usage
Keep track of how much gas you use per project. A standard 80-cubic-foot cylinder lasts about 4–6 hours of continuous welding, depending on flow rate.
Conclusion
Using C25 gas for MIG welding is one of the best choices for working with mild steel. It offers a clean, stable arc, deep penetration, and minimal spatter—perfect for both beginners and seasoned welders. By following proper setup, preparation, and technique, you’ll produce strong, professional-quality welds every time.
Remember: clean metal, correct settings, and consistent gas flow are the keys to success. With practice and attention to detail, C25 gas will become your go-to shielding gas for a wide range of welding projects. So fire up your welder, dial in those settings, and start creating with confidence.