

Choosing the right gas for stainless MIG welding is crucial for strong, corrosion-resistant welds. This guide breaks down the best shielding gas options—like argon, CO2, and tri-mix blends—and helps you pick the right one for your project.
Key Takeaways
- Use tri-mix gas (90% helium, 7.5% argon, 2.5% CO2) for most stainless steel MIG welding: It offers deep penetration, smooth arc stability, and minimal spatter.
- Avoid pure CO2: It causes excessive spatter and oxidation, which compromises stainless steel’s corrosion resistance.
- Argon-CO2 blends (like 98% Ar / 2% CO2) work for thin materials: They provide cleaner welds with less heat input, ideal for sheet metal.
- Helium improves heat transfer and penetration: Adding helium to your mix helps with thicker stainless steel sections.
- Always match gas to material thickness and joint design: Thicker materials need more heat; thinner ones require lower heat to prevent burn-through.
- Use proper flow rates (15–25 CFH): Too little gas leads to porosity; too much causes turbulence and contamination.
- Store and handle gas cylinders safely: Keep them upright, secured, and away from heat sources to prevent accidents.
What Gas for Stainless MIG Welding? A Complete How-To Guide
If you’re welding stainless steel with a MIG welder, one of the most important decisions you’ll make is choosing the right shielding gas. The gas you use directly affects weld quality, appearance, strength, and corrosion resistance. Unlike mild steel, stainless steel is more sensitive to contamination and heat input, so using the wrong gas can lead to weak, discolored, or porous welds.
In this guide, you’ll learn exactly what gas to use for stainless MIG welding, how different gas blends work, and how to set up your welder for success. Whether you’re working on automotive parts, kitchen equipment, or structural components, this step-by-step guide will help you get professional results every time.
Why Shielding Gas Matters for Stainless Steel
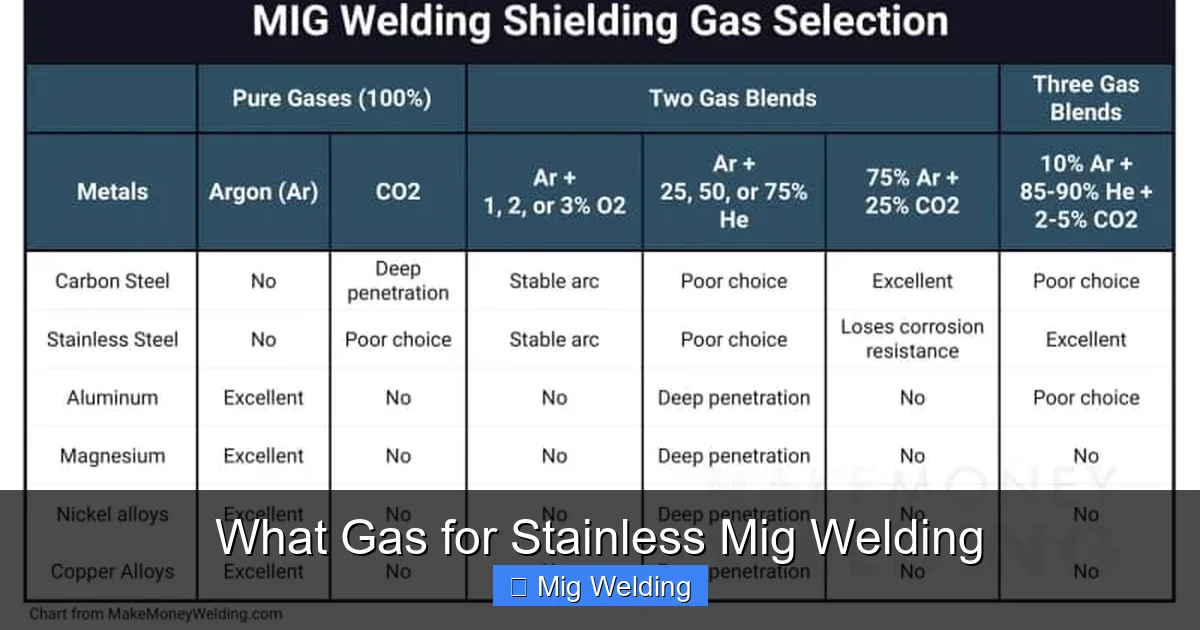
Visual guide about What Gas for Stainless Mig Welding
Image source: makemoneywelding.com
Stainless steel contains chromium, which gives it its rust-resistant properties. But when exposed to oxygen during welding, chromium can oxidize and form chromium oxide. This not only discolors the weld (turning it blue, brown, or black) but also reduces corrosion resistance.
Shielding gas protects the molten weld pool from atmospheric gases like oxygen and nitrogen. Without proper shielding, you’ll get porosity, brittleness, and ugly discoloration. That’s why selecting the right gas mix is essential.
Common Shielding Gases for Stainless MIG Welding
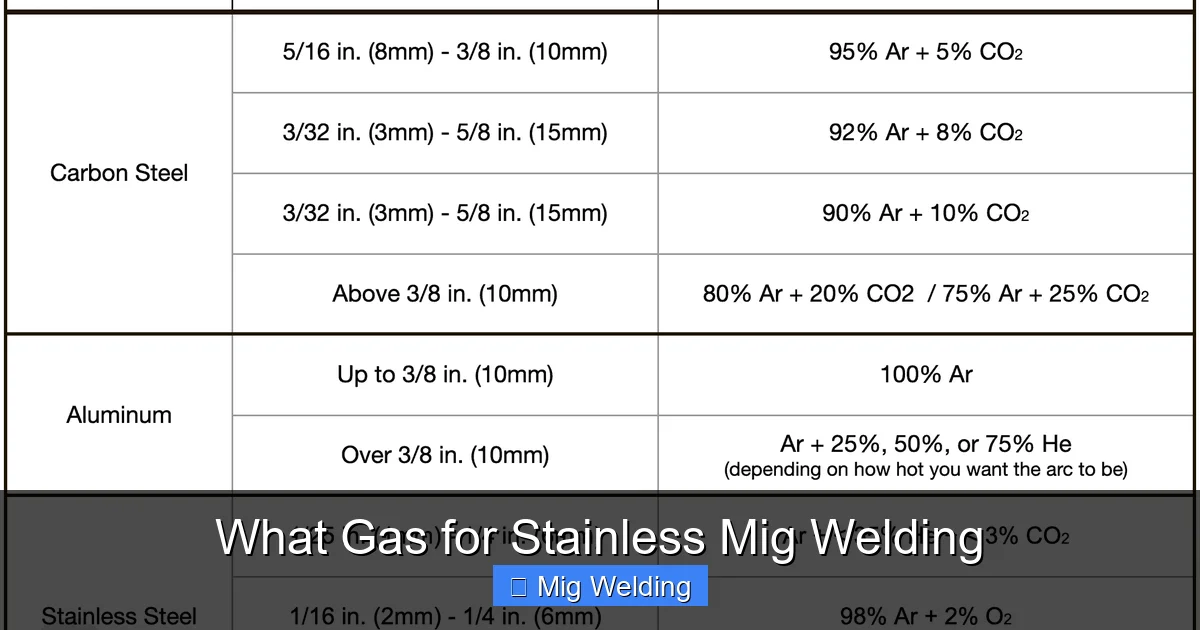
Visual guide about What Gas for Stainless Mig Welding
Image source: weldguru.com
There are three main types of shielding gases used for MIG welding stainless steel: argon-based mixes, helium blends, and tri-mix combinations. Let’s break them down.
1. Argon-CO2 Blends (e.g., 98% Ar / 2% CO2)
This is a popular choice for thin stainless steel (up to 1/8 inch). The small amount of CO2 (2–5%) helps stabilize the arc and improve penetration, while argon keeps the weld clean and spatter low.
Best for: Sheet metal, automotive exhaust systems, and food-grade equipment.
Pros:
– Clean, smooth welds
– Low spatter
– Good arc stability
Cons:
– Limited penetration on thicker materials
– Can cause slight oxidation if CO2 is too high
2. Tri-Mix Gas (90% Helium, 7.5% Argon, 2.5% CO2)
This is the gold standard for most stainless steel MIG welding. The helium adds heat, improving penetration and weld pool fluidity. Argon stabilizes the arc, and the small CO2 boost ensures good fusion without excessive oxidation.
Best for: Medium to thick stainless steel (1/8 inch and up), pipe welding, and structural applications.
Pros:
– Deep penetration
– High travel speeds
– Minimal spatter and discoloration
– Excellent for vertical and overhead welding
Cons:
– More expensive than argon-only mixes
– Requires higher flow rates due to helium’s low density
3. Pure Argon (Rarely Used)
Pure argon is not recommended for MIG welding stainless steel because it doesn’t provide enough ionization for a stable arc. It can cause poor penetration and an unstable weld pool.
Exception: Used in TIG welding stainless steel, but not for MIG.
4. Argon-Helium Blends (No CO2)
Some welders use argon-helium mixes (e.g., 75% Ar / 25% He) for stainless steel. These provide good heat input and penetration but may lack the arc stability that a small amount of CO2 provides.
Best for: Specialty applications where oxidation must be minimized, such as aerospace or medical devices.
Tip: Always check your welding procedure specification (WPS) if you’re working on certified projects.
How to Choose the Right Gas for Your Project
Now that you know the options, here’s how to pick the best gas for your specific job.
Step 1: Determine Material Thickness
– Thin materials (under 1/8 inch): Use 98% Ar / 2% CO2. The lower heat input prevents burn-through.
– Medium thickness (1/8 to 1/4 inch): Tri-mix gas works best for balance of penetration and control.
– Thick materials (over 1/4 inch): Tri-mix with higher helium content (up to 90%) gives deeper penetration.
Step 2: Consider Joint Design
– Butt joints: Need good penetration—tri-mix is ideal.
– Lap or T-joints: Can use argon-CO2 blends if material is thin.
– Pipe welding: Tri-mix is preferred for consistent fusion and speed.
Step 3: Match Your Welder and Wire
Make sure your MIG welder can handle the gas you choose. Most modern welders work with tri-mix, but older models may struggle with high-helium blends due to lower ionization.
Also, use the correct wire:
– ER308L: Most common for 304 stainless steel
– ER309L: For welding stainless to mild steel
– ER316L: For marine or chemical environments
Setting Up Your MIG Welder for Stainless Steel
Once you’ve chosen your gas, it’s time to set up your welder correctly.
Step 1: Install the Gas Cylinder
– Place the cylinder upright in a secure cart or stand.
– Use a regulator and flowmeter to control gas flow.
– Open the valve slowly to avoid damaging the regulator.
Step 2: Set the Flow Rate
Use a flow rate of 15–25 cubic feet per hour (CFH). Helium blends may need 20–25 CFH due to their lower density.
Tip: Too little gas causes porosity. Too much creates turbulence, pulling in air.
Step 3: Adjust Voltage and Wire Speed
– Thin materials: Lower voltage (16–18V), slower wire feed
– Thick materials: Higher voltage (20–24V), faster wire feed
Use a MIG welding chart specific to stainless steel and your gas mix for best results.
Step 4: Use a Push Technique
Always push the weld puddle (not drag) to improve gas coverage and reduce oxidation. This helps keep the back of the weld clean and shiny.
Troubleshooting Common Gas-Related Problems
Even with the right gas, issues can happen. Here’s how to fix them.
Porosity (Pinholes in the Weld)
Cause: Inadequate shielding gas coverage.
Solution:
– Check for leaks in hoses or connections
– Increase gas flow slightly
– Ensure nozzle is clean and not clogged
– Move slower to allow gas to shield the pool
Discoloration (Blue, Brown, or Black Weld)
Cause: Oxidation due to poor gas coverage or too much CO2.
Solution:
– Switch to tri-mix gas
– Use a trailing shield or backing gas (argon) on the underside
– Clean the base metal before welding
Excessive Spatter
Cause: Too much CO2 or incorrect voltage/wire speed.
Solution:
– Reduce CO2 content (use tri-mix instead of 90/10)
– Lower voltage slightly
– Use anti-spatter spray on contact tips
Weak or Incomplete Fusion
Cause: Insufficient heat or wrong gas mix.
Solution:
– Increase voltage or wire speed
– Switch to tri-mix for better penetration
– Bevel thick joints for full penetration
Safety Tips for Handling Shielding Gas
Shielding gas is generally safe, but follow these precautions:
– Store cylinders upright and chained to prevent tipping.
– Never use a damaged regulator or hose.
– Work in a well-ventilated area—argon and helium can displace oxygen in confined spaces.
– Wear proper PPE: Gloves, helmet, and flame-resistant clothing.
Conclusion
Choosing the right gas for stainless MIG welding doesn’t have to be confusing. For most applications, a tri-mix gas (90% helium, 7.5% argon, 2.5% CO2) delivers the best results—offering deep penetration, clean welds, and excellent arc stability. For thin materials, an argon-CO2 blend (98/2) is a solid alternative.
Remember to match your gas to the material thickness, joint design, and welding position. Always use proper flow rates, maintain your equipment, and follow safety guidelines.
With the right gas and setup, you’ll get strong, corrosion-resistant welds that look professional and last for years. Whether you’re repairing a stainless exhaust or building a custom railing, this guide gives you the knowledge to weld with confidence.