

Using 100% argon for MIG welding is possible but not ideal for most steel applications. While it works better for non-ferrous metals like aluminum, pure argon can cause poor arc stability and lack of penetration on steel. This guide explains when and how to use it safely and effectively.
Key Takeaways
- Pure argon is not recommended for welding steel with solid wire. It lacks the reactivity needed for a stable arc and proper penetration, often resulting in a messy, inconsistent weld.
- 100% argon works well for MIG welding aluminum. It provides a clean, stable arc and excellent arc initiation, making it a top choice for non-ferrous metals.
- Use a push technique when welding with pure argon. This helps direct the shielding gas over the weld pool and improves gas coverage, reducing porosity.
- Adjust voltage and wire feed speed carefully. Pure argon requires lower voltage settings compared to argon-CO2 mixes to avoid excessive spatter and poor bead shape.
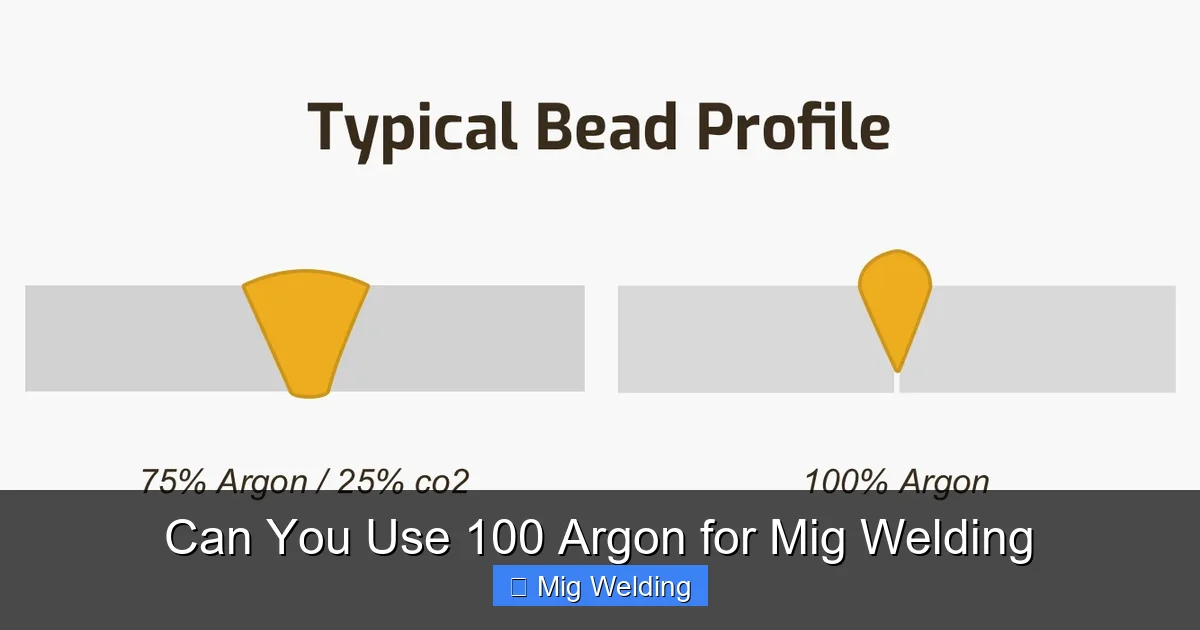
- Consider gas blends for steel welding. A mix like 75% argon / 25% CO2 offers better arc stability, penetration, and bead appearance than pure argon.
- Check your welder’s compatibility. Some MIG welders are optimized for specific gas blends, so verify settings and recommendations in your user manual.
- Proper ventilation and safety gear are essential. Even inert gases like argon can displace oxygen in confined spaces, so always weld in a well-ventilated area.
Can You Use 100 Argon for MIG Welding? A Complete How-To Guide
If you’re new to MIG welding or experimenting with different shielding gases, you might be wondering: Can you use 100% argon for MIG welding? The short answer is yes—but with important caveats. While pure argon can be used in MIG welding, it’s not the best choice for every material or situation. This guide will walk you through everything you need to know about using 100% argon, including when it works, when it doesn’t, and how to get the best results.
Whether you’re welding aluminum, steel, or troubleshooting weld quality issues, understanding your shielding gas options is key to strong, clean welds. Let’s dive in.
What Is Shielding Gas and Why Does It Matter?

Visual guide about Can You Use 100 Argon for Mig Welding
Image source: weldingproperty.com
Shielding gas protects the molten weld pool from contamination by oxygen, nitrogen, and other elements in the air. Without proper shielding, welds can become porous, brittle, or weak. In MIG welding, the gas is fed through the welding gun and surrounds the arc and weld area.
Common shielding gases include:
– Pure argon
– Argon-CO2 blends (like 75/25)
– Pure CO2
– Tri-mixes (argon, CO2, and helium)
Each gas has unique properties that affect arc stability, penetration, spatter, and bead appearance. Choosing the right one depends on the metal you’re welding, the type of wire, and your desired weld quality.
Can You Use 100% Argon for MIG Welding Steel?
Visual guide about Can You Use 100 Argon for Mig Welding
Image source: weldguru.com
Technically, yes—you can use 100% argon to MIG weld steel. But it’s generally not recommended, especially if you’re using solid steel wire (like ER70S-6).
Why Pure Argon Struggles with Steel
Argon is an inert gas, meaning it doesn’t react chemically with the weld pool. While this is great for preventing oxidation, it also means argon doesn’t help stabilize the arc the way reactive gases like CO2 do. When used with solid steel wire, pure argon can cause:
– An unstable, wandering arc
– Poor penetration
– Excessive spatter
– A convex, ropey bead profile
– Increased risk of lack of fusion
These issues make pure argon a poor choice for most steel welding jobs, especially structural or high-strength applications.
When Might You Use Pure Argon on Steel?
There are a few niche cases where 100% argon might be used on steel:
– Short-circuit transfer on thin materials: In very specific setups, some welders use pure argon for short-circuit MIG on thin steel, but results vary.
– Experimental or artistic welding: Some fabricators use pure argon for unique bead appearances or reduced heat input.
– With flux-cored wire: Certain self-shielding flux-cored wires don’t require external gas, but if you’re using gas-shielded flux-cored wire, pure argon is still not ideal—argon-CO2 blends are better.
In most cases, though, you’ll get far better results with a 75% argon / 25% CO2 mix.
When Is 100% Argon the Right Choice?
Pure argon shines when welding non-ferrous metals—especially aluminum.
MIG Welding Aluminum with 100% Argon
Aluminum requires a clean, stable arc and excellent shielding to prevent oxidation and porosity. Pure argon is the standard shielding gas for MIG welding aluminum because:
– It provides a smooth, stable arc
– It prevents oxidation of the aluminum surface
– It allows for good arc initiation and restart
– It minimizes spatter and improves bead appearance
Most aluminum MIG welding is done with 100% argon at flow rates between 20–30 CFH (cubic feet per hour).
Other Metals Suitable for Pure Argon
– Magnesium: Similar to aluminum, magnesium benefits from argon’s inert properties.
– Copper: Pure argon can be used, though helium or argon-helium blends may improve penetration on thicker sections.
– Stainless steel (with tri-mix): While not pure argon, argon-helium-CO2 blends are common. Pure argon alone is rarely used.
How to Set Up Your MIG Welder for 100% Argon
If you’re using 100% argon—especially for aluminum—here’s how to set up your welder correctly.
Step 1: Choose the Right Wire
For aluminum, use an aluminum MIG wire like ER4043 or ER5356. These wires are designed to work with pure argon and provide good flow and crack resistance.
Step 2: Install the Correct Liner and Drive Rolls
Aluminum wire is softer than steel, so you’ll need:
– A U-groove drive roll (not V-groove)
– A Teflon or plastic liner to reduce friction
– A spool gun or push-pull system for longer runs (recommended)
Step 3: Set Your Voltage and Wire Feed Speed
Pure argon typically requires lower voltage settings than argon-CO2 blends. Start with:
– Voltage: 18–22 volts (for 1/8″ aluminum)
– Wire feed speed: 200–400 IPM (inches per minute)
Adjust based on your welder, material thickness, and joint design. Always do a test weld on scrap metal.
Step 4: Use the Push Technique
When welding with pure argon, use a push technique (pushing the gun away from the weld pool) rather than dragging. This helps:
– Direct shielding gas over the weld
– Improve gas coverage
– Reduce porosity and oxidation
Step 5: Maintain Proper Gas Flow
Set your regulator to 20–30 CFH. Too little gas leads to porosity; too much can cause turbulence and draw in air.
Troubleshooting Common Issues with 100% Argon
Even with the right setup, you might run into problems. Here’s how to fix them.
Porous or Spattered Welds
Cause: Contaminated base metal, insufficient gas flow, or incorrect technique.
Solution: Clean the metal with a stainless steel brush (dedicated to aluminum), check for gas leaks, and ensure proper flow rate. Use the push technique.
Unstable Arc or Arc Blow
Cause: Pure argon can be less stable than mixed gases, especially on steel.
Solution: Reduce voltage, check grounding, and ensure consistent travel speed. For steel, switch to an argon-CO2 blend.
Poor Penetration
Cause: Argon alone doesn’t provide deep penetration on steel.
Solution: Increase voltage slightly or switch to a gas with CO2. For aluminum, ensure proper heat input and joint fit-up.
Wire Feeding Problems
Cause: Soft aluminum wire can birdnest or jam.
Solution: Use a spool gun, check drive roll tension, and ensure the liner is clean and undamaged.
Safety Tips When Using 100% Argon
Argon is non-toxic, but it’s still important to weld safely:
– Ventilation: Argon is heavier than air and can displace oxygen in enclosed spaces. Always weld in a well-ventilated area or use exhaust fans.
– Personal protective equipment (PPE): Wear a welding helmet, gloves, and flame-resistant clothing.
– Fire safety: Keep a fire extinguisher nearby and remove flammable materials from the work area.
– Gas cylinder safety: Secure cylinders upright, use a regulator, and store them properly.
Conclusion: Should You Use 100% Argon for MIG Welding?
So, can you use 100% argon for MIG welding? Yes—but only in the right situations.
Pure argon is an excellent choice for MIG welding aluminum and other non-ferrous metals. It delivers a clean, stable arc and high-quality welds when used correctly. However, for steel welding with solid wire, pure argon often leads to poor arc control, lack of penetration, and excessive spatter.
For most steel applications, a 75% argon / 25% CO2 blend is far superior. It offers better arc stability, deeper penetration, and a smoother bead profile.
If you’re working with aluminum, go ahead and use 100% argon—just make sure your setup, technique, and materials are optimized. And always prioritize safety and proper ventilation.
By understanding when and how to use pure argon, you’ll make smarter welding decisions and achieve stronger, cleaner results every time.