

You cannot use standard MIG solid wire without shielding gas—it will produce weak, porous welds. However, you can achieve gasless welding by switching to flux-cored wire, which creates its own protective atmosphere. This guide explains the difference, setup steps, and best practices for gasless welding.
Key Takeaways
- Solid wire requires shielding gas: Standard MIG solid wire won’t work properly without CO₂ or argon-based gas—it leads to spatter, porosity, and weak joints.
- Use flux-cored wire for gasless welding: Flux-cored wire contains compounds that release shielding gas when heated, eliminating the need for an external gas tank.
- Adjust your MIG welder settings: Flux-cored welding often requires higher voltage and wire feed speed compared to solid wire with gas.
- Reverse polarity is key: Most flux-cored wires run on DCEN (direct current electrode negative), meaning you must flip the polarity on your welder.
- Ideal for outdoor use: Gasless flux-cored welding works well in windy conditions where shielding gas would blow away.
- More slag, more cleanup: Flux-cored welding produces slag that must be chipped off after welding—solid wire with gas is cleaner.
- Not all projects are suitable: Gasless welding is great for repairs and mild steel, but not recommended for thin materials or high-strength applications.
Can You Use MIG Solid Wire Without Gas?
If you’re new to MIG welding or trying to save money on equipment, you might wonder: *Can you use MIG solid wire without gas?* The short answer is **no**—at least not if you want strong, clean, professional-looking welds. But don’t worry—there’s a smart workaround that lets you weld without a gas cylinder. In this guide, we’ll explain why solid wire needs gas, how to switch to gasless welding using flux-cored wire, and how to set up your MIG welder for success.
By the end of this article, you’ll know exactly when and how to weld without gas, what materials work best, and how to avoid common mistakes. Whether you’re fixing a fence, building a trailer, or tackling DIY projects in your garage, this guide will help you weld safely and effectively—even without a gas tank.
Why Solid Wire Needs Shielding Gas

Visual guide about Can You Use Mig Solid Wire Without Gas
Image source: thumbs.dreamstime.com
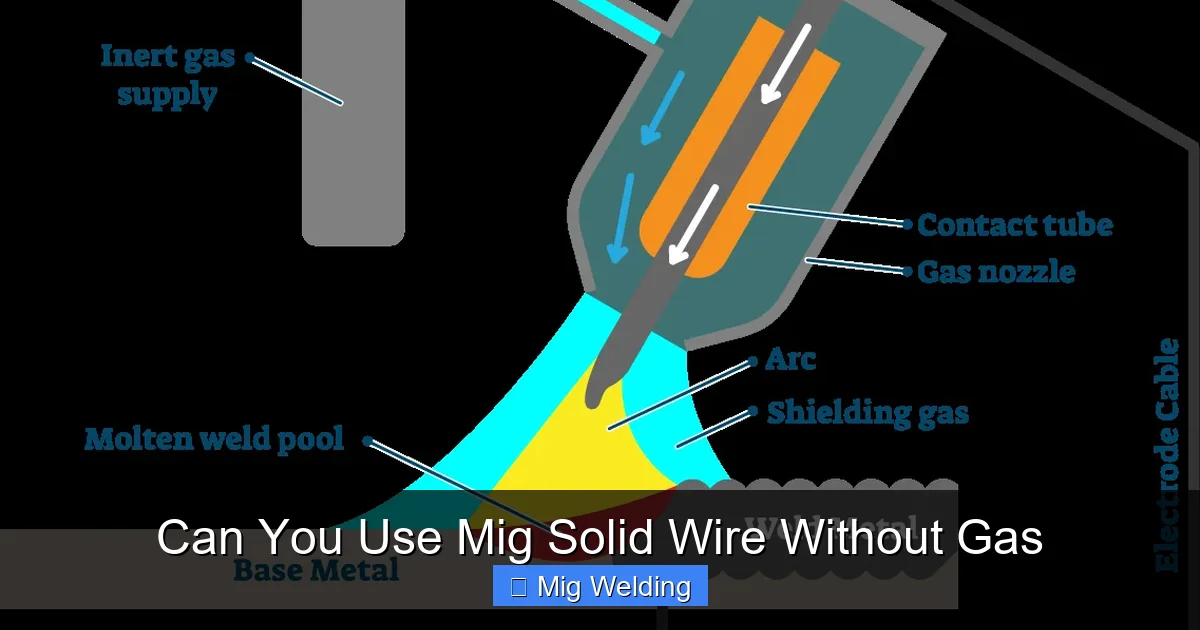
MIG solid wire is made of pure metal—usually mild steel, stainless steel, or aluminum. When you weld with it, the electric arc melts the wire and the base metal, creating a molten pool. But here’s the problem: **air contains oxygen and nitrogen**, and when they mix with molten metal, they cause oxidation and porosity. That means weak, brittle welds full of tiny holes.
Shielding gas protects the weld pool from contamination. Common gases include:
– **75% argon / 25% CO₂** (most popular for mild steel)
– **100% CO₂** (cheaper but more spatter)
– **Tri-mix gases** (for stainless steel)
Without this protective blanket, the weld cools too quickly and reacts with the air. The result? A messy, weak joint that could fail under stress.
The Gasless Alternative: Flux-Cored Wire
Visual guide about Can You Use Mig Solid Wire Without Gas
Image source: nsarc.com
So, if solid wire won’t work without gas, what’s the solution? Enter **flux-cored wire**—a hollow wire filled with flux compounds. When the wire melts, the flux releases a shielding gas (usually CO₂) and forms a slag layer that protects the weld as it cools.
This means you can weld **without an external gas tank**, making it perfect for outdoor projects, remote locations, or windy conditions where gas would blow away.
There are two types of flux-cored wire:
– **Gas-shielded flux-cored:** Requires external gas (used in industrial settings)
– **Self-shielded flux-cored:** No gas needed—ideal for DIYers and field work
For gasless welding, you want **self-shielded flux-cored wire** (often labeled as “gasless” or “no gas required”).
How to Set Up Your MIG Welder for Gasless Welding
Switching from solid wire to flux-cored wire isn’t just about changing the spool. You’ll need to adjust your welder settings and setup. Here’s how to do it step by step.
Step 1: Change the Wire
Remove the solid wire spool and install the flux-cored wire. Make sure it’s the correct diameter (usually 0.030″ or 0.035″ for mild steel). Feed it through the liner and into the welding gun.
Step 2: Reverse the Polarity
This is critical. Most flux-cored wires run on **DCEN (Direct Current Electrode Negative)**, which means the electrode (wire) is negative. On your MIG welder, this usually means flipping the polarity leads:
– Move the **gun lead** to the **negative (-) terminal**
– Move the **work clamp** to the **positive (+) terminal**
Check your welder’s manual—some machines have a polarity switch, while others require manual cable swapping.
Step 3: Adjust Voltage and Wire Feed Speed
Flux-cored welding typically requires **higher voltage and faster wire feed** than solid wire with gas. Start with these general settings for 1/8″ mild steel:
– **Voltage:** 18–22 volts
– **Wire feed speed:** 200–300 inches per minute (IPM)
Use a welding calculator or your machine’s chart as a starting point, then fine-tune based on your results.
Step 4: Remove the Gas Cylinder (If Attached)
Since you’re using self-shielded wire, you don’t need gas. Close the valve and remove the regulator and hose to avoid confusion.
Step 5: Test on Scrap Metal
Always test your settings on a piece of scrap metal. Look for:
– Smooth, consistent arc
– Minimal spatter
– Good penetration
– Easy slag removal
If the weld is too cold (shallow penetration), increase voltage. If it’s too hot (burn-through), reduce voltage or slow the travel speed.
Tips for Successful Gasless Welding
Welding without gas isn’t hard, but it does require some technique adjustments. Here are practical tips to get the best results.
Use the Right Technique
Flux-cored welding works best with a **drag technique** (also called “pulling”). Hold the gun at a 10–15 degree angle and pull it toward you. This helps the slag cover the weld and improves penetration.
Maintain Proper Travel Speed
Too slow = excess heat and warping. Too fast = lack of fusion. Aim for a steady, consistent pace. You should hear a steady “sizzling” sound—not popping or sputtering.
Clean Your Metal
Flux helps with minor rust or mill scale, but clean metal gives the best results. Use a wire brush or grinder to remove grease, paint, and heavy rust before welding.
Expect More Slag
Unlike solid wire, flux-cored welding leaves a layer of slag. After welding, use a chipping hammer and wire brush to remove it. Don’t skip this step—slag can hide cracks and weaken the joint.
Work in Mild Weather
While flux-cored welding is great for windy conditions, avoid welding in heavy rain or extreme cold. Moisture can cause hydrogen cracking, and cold metal cools the weld too fast.
When to Use Gasless Welding (And When Not To)
Gasless welding is versatile, but it’s not perfect for every job. Here’s when to use it—and when to stick with gas.
Best Uses for Gasless Welding
– Outdoor repairs (fences, trailers, farm equipment)
– Windy or drafty environments
– Thick materials (1/4″ and up)
– DIY projects and hobby welding
– Emergency fixes where gas isn’t available
When to Avoid Gasless Welding
– Thin materials (risk of burn-through)
– High-strength or structural applications
– Stainless steel or aluminum (flux-cored options are limited)
– Projects requiring clean, cosmetic welds
– Precision work (e.g., automotive panels)
For thin steel or clean finishes, solid wire with gas is still the better choice.
Troubleshooting Common Gasless Welding Problems
Even with the right setup, you might run into issues. Here’s how to fix the most common problems.
Problem: Excessive Spatter
Cause: Too high voltage or incorrect polarity.
Solution: Lower the voltage by 1–2 volts and double-check that polarity is set to DCEN.
Problem: Poor Penetration
Cause: Too low voltage or slow wire feed.
Solution: Increase voltage or wire feed speed. Ensure the work clamp is attached to clean metal.
Problem: Slag Won’t Come Off
Cause: Too fast travel speed or wrong angle.
Solution: Slow down and use a drag angle. Let the slag cool slightly before chipping.
Problem: Arc Blow or Instability
Cause: Magnetic fields in thick metal or poor ground connection.
Solution: Move the ground clamp closer to the weld area or reposition it on the opposite side.
Conclusion
So, can you use MIG solid wire without gas? **No—but you can weld without gas** by switching to self-shielded flux-cored wire. This gasless method is powerful, portable, and perfect for outdoor and heavy-duty projects. Just remember to reverse the polarity, adjust your settings, and clean up the slag.
While it’s not ideal for every application, gasless welding is a valuable skill that every DIY welder should know. With the right technique and setup, you can produce strong, reliable welds—no gas tank required.
Whether you’re repairing a broken gate or building a custom bumper, now you know how to get the job done efficiently and affordably. Happy welding!