
AC vs DC welding refers to the type of electrical current used in arc welding. DC welding offers smoother arcs and better control for most metals, while AC welding is ideal for aluminum and high-magnetic materials. This guide helps you choose the right current for your welding needs.
Key Takeaways
- AC welding uses alternating current that changes direction, making it ideal for welding aluminum and dealing with magnetic arc blow.
- DC welding uses direct current that flows in one direction, providing a stable arc and better control for steel and stainless steel.
- DC is preferred for most beginner and general-purpose welding due to its smoother operation and cleaner welds.
- AC is essential for TIG welding aluminum because it helps break up the oxide layer on the metal surface.
- Welding machines often offer both AC and DC modes, giving you flexibility depending on the material and technique.
- Electrode selection depends on the current type—some rods only work with AC, others only with DC.
- Understanding polarity matters in DC welding: DCEN (straight polarity) and DCEP (reverse polarity) affect penetration and heat distribution.
Understanding AC vs DC Welding: A Complete How-To Guide
If you’re new to welding or looking to improve your skills, one of the first things you’ll encounter is the choice between AC and DC welding. These terms refer to the type of electrical current used to create the welding arc. While both can produce strong, reliable welds, they work differently and are suited for different materials and techniques.
In this guide, you’ll learn what AC and DC welding are, how they differ, when to use each, and how to set up your machine correctly. Whether you’re working with steel, aluminum, or stainless steel, understanding the right current type will help you achieve cleaner, stronger, and more consistent results.
What Is AC Welding?
AC stands for Alternating Current. In AC welding, the electrical current changes direction many times per second—typically 50 or 60 times, depending on your country’s power supply. This back-and-forth flow of electrons creates a unique arc behavior that’s especially useful for certain metals.
How AC Welding Works
AC welding alternates between positive and negative polarity rapidly. This constant shift helps stabilize the arc when working with materials that have a stubborn oxide layer, like aluminum. The alternating current helps “clean” the surface by breaking up oxides during the positive half of the cycle, while the negative half provides good penetration.
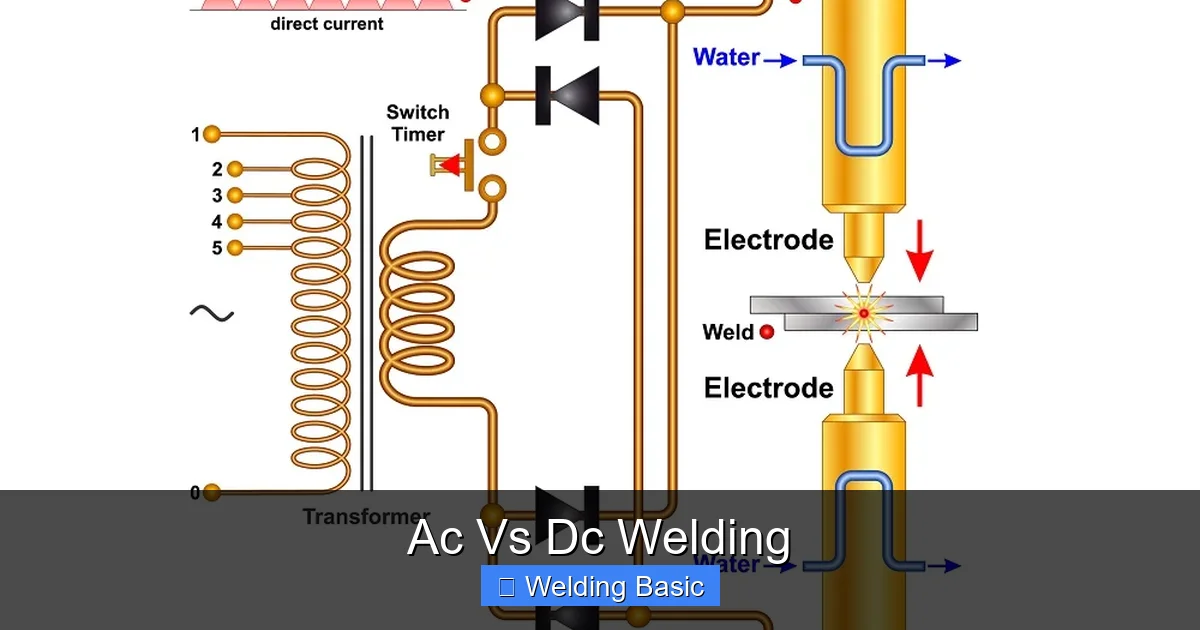
Visual guide about Ac Vs Dc Welding
Image source: weldingquery.com
Best Uses for AC Welding
- Aluminum welding: AC is the go-to choice for TIG welding aluminum because it cleans the oxide layer and maintains arc stability.
- Magnetically sensitive materials: AC helps reduce magnetic arc blow, a problem that occurs when the arc is deflected by magnetic fields in thick steel.
- Older or basic welding machines: Some stick welders only operate on AC, especially older models or those designed for heavy-duty industrial use.
What Is DC Welding?
DC stands for Direct Current. In DC welding, the electrical current flows in one consistent direction—from negative to positive. This creates a smoother, more stable arc that’s easier to control, making DC the preferred choice for many welding applications.
How DC Welding Works
DC welding maintains a steady flow of electrons, which results in a quieter, more predictable arc. The consistency allows for better control over the weld pool, especially in thin materials or when precision is key. DC is widely used in both stick (SMAW) and MIG (GMAW) welding.
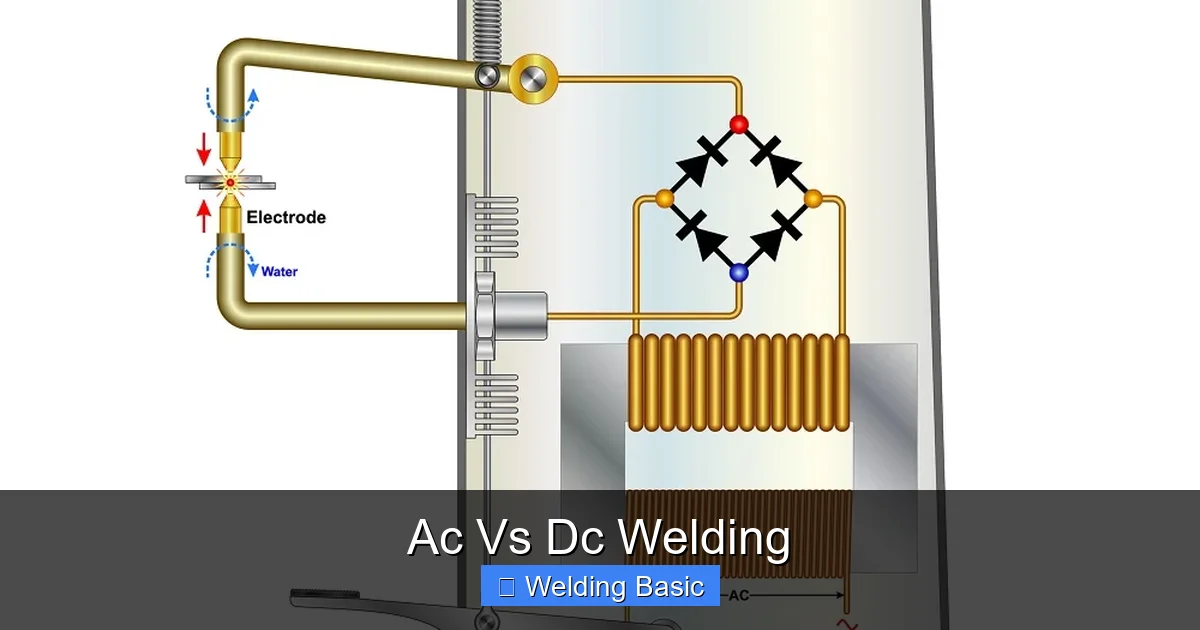
Visual guide about Ac Vs Dc Welding
Image source: weldingquery.com
Best Uses for DC Welding
- Steel and stainless steel: DC provides excellent penetration and a clean weld bead on ferrous metals.
- Thin materials: The stable arc reduces the risk of burn-through on sheet metal.
- Beginner-friendly welding: Most entry-level welders use DC because it’s easier to learn and control.
- MIG and TIG welding: DC is standard for TIG welding steel and for most MIG applications.
AC vs DC: Key Differences
Now that you know the basics, let’s compare AC and DC welding side by side.
Arc Stability
DC welding produces a smoother, more stable arc. AC welding can be noisier and slightly harder to control, especially for beginners. However, modern inverter-based AC/DC welders have improved arc stability significantly.
Material Compatibility
- DC: Best for steel, stainless steel, and cast iron.
- AC: Essential for aluminum and magnesium due to oxide cleaning action.
Penetration and Heat Control
DC offers deeper penetration, especially in DCEN (Direct Current Electrode Negative) mode. DCEP (Direct Current Electrode Positive) provides more heat to the electrode, which is useful for certain stick welding rods. AC balances heat between the electrode and workpiece, which helps with aluminum.
Machine Availability
Most modern multi-process welders (like TIG/stick combo machines) offer both AC and DC. However, basic MIG welders typically only run on DC. If you plan to weld aluminum, make sure your machine supports AC output.
How to Choose Between AC and DC Welding
Choosing the right current type depends on three main factors: the material you’re welding, the welding process, and your machine’s capabilities.
Step 1: Identify Your Material
- Aluminum or magnesium? Use AC, especially for TIG welding.
- Steel or stainless steel? Use DC for best results.
- Cast iron? DC is preferred, but some specialized rods work with AC.
Step 2: Consider the Welding Process
- TIG welding: AC for aluminum, DC for steel.
- Stick welding: DC is common, but some rods (like E6011) are designed for AC.
- MIG welding: Almost always DC. AC is rarely used in MIG.
Step 3: Check Your Welder
Not all welders can switch between AC and DC. Entry-level MIG welders are DC-only. If you need AC capability, look for a TIG-capable inverter welder with AC/DC functionality. Always check the manufacturer’s specifications before purchasing.
Setting Up Your Welder for AC or DC
Once you’ve decided which current to use, it’s time to set up your machine correctly.
For DC Welding
- Select DC mode on your welder (usually labeled “DC” or “+” and “–”).
- Choose the correct polarity:
- DCEN (Straight Polarity): Electrode negative. Use for most TIG and MIG welding. Provides deep penetration.
- DCEP (Reverse Polarity): Electrode positive. Use for stick welding with E6010 or E7018 rods. Offers better arc stability and cleaner welds.
- Set the amperage based on material thickness and electrode size.
- Test on scrap metal before starting your project.
For AC Welding
- Switch to AC mode on your TIG or multi-process welder.
- Adjust AC balance (if available): This controls how much time the current spends in positive vs. negative phases. More positive time = more cleaning action (good for dirty aluminum). More negative time = deeper penetration.
- Set frequency (optional): Higher frequency (e.g., 120–200 Hz) narrows the arc cone, giving better control and a cleaner weld.
- Use the right tungsten electrode: Pure tungsten or zirconiated tungsten works best for AC TIG welding.
- Practice on scrap aluminum to fine-tune your settings.
Practical Tips for Better Results
No matter which current you use, these tips will help you weld more effectively.
- Keep your machine clean and well-maintained. Dust and moisture can affect performance.
- Use the right electrode or filler metal. Mismatched rods or wires can cause poor welds or machine issues.
- Weld in a dry, draft-free area. Wind and humidity can disrupt the arc.
- Start with lower amperage and increase gradually to avoid burn-through.
- Practice proper technique: Maintain a consistent arc length and travel speed.
Troubleshooting Common Issues
Even experienced welders run into problems. Here’s how to fix common AC and DC welding issues.
Arc Won’t Start or Is Unstable
- Check connections: Loose ground clamps or cables can cause poor conductivity.
- Ensure correct polarity: Using DCEN instead of DCEP (or vice versa) can prevent arc initiation.
- Clean the workpiece: Rust, paint, or oil can interfere with the arc.
Excessive Spatter
- Reduce amperage or adjust voltage settings.
- Check polarity: DCEP usually reduces spatter in stick welding.
- Use anti-spatter spray on MIG welding nozzles.
Poor Penetration (DC)
- Increase amperage or switch to DCEN for deeper penetration.
- Slow down travel speed to allow more heat into the joint.
- Bevel thick materials to improve access to the root of the weld.
Oxide Buildup on Aluminum (AC)
- Increase AC balance toward positive for more cleaning action.
- Pre-clean the metal with a stainless steel brush (dedicated to aluminum only).
- Use argon gas with high purity (99.99%) for TIG welding.
Conclusion
Understanding the difference between AC and DC welding is essential for anyone serious about welding. While DC is the go-to for most applications—especially steel and stainless steel—AC is indispensable when working with aluminum or dealing with magnetic arc blow.
The good news? Many modern welders offer both AC and DC, giving you the flexibility to tackle a wide range of projects. By matching the right current type to your material and technique, you’ll achieve stronger, cleaner, and more professional-looking welds.
Remember: practice makes perfect. Start with DC for general welding, and explore AC when you’re ready to work with aluminum. With the right knowledge and setup, you’ll be welding like a pro in no time.